Сварочные инверторы предоставляют сварщику высокое качество сварочных работ и максимальный комфорт. Однако все эти достоинства имеют свою цену — более сложная конструкция. Несмотря на заявление производителей о надежности, инверторы все же уступают в плане долговечности своим предшественникам, таким как трансформаторы и выпрямители.
Ремонт сварочного полуавтомата своими руками
Сварочные полуавтоматы отличаются простотой и надежностью, однако ничего вечного не существует, и даже самые качественные устройства могут выйти из строя. Основными причинами поломок часто становятся нарушения правил эксплуатации.
Наиболее часто неисправности сварочного полуавтомата возникают в уязвимых местах конструкции. Одним из таких мест является клейменая колодка, к которой подключают сварочную проводку. При плохом контакте, в сочетании с высокими значениями сварочного тока, может произойти перегрев соединений и входящих в них кабелей. Это в свою очередь приводит к разрушению соединений, обгорании изоляционного слоя на концах обмоток и может вызвать короткое замыкание.
В таких ситуациях необходимо разобрать перегревающееся соединение, зачистить контакты и зажимы для обеспечения надежного соединения всех элементов. Однако существуют и другие возможные неисправности.
Самостоятельное отключение сварочного устройства
Работа сварочного полуавтомата имеет свои особенности. В некоторых случаях, при подключении к электросети, происходит самопроизвольное отключение прибора из-за срабатывания защитного элемента. Такие ситуации чаще всего возникают из-за короткого замыкания в цепи высокого напряжения, что может произойти при замыкании проводов на корпус или же из-за самой проводки. Защитный механизм может сработать из-за замыкания между витками катушек или элементами магнитопровода.
Если требуется ремонт, оборудование необходимо отключить от электросети, найти источник неисправности и устранить его. Это может быть восстановление изоляции, замена конденсатора или исправление других возможных неполадок.
Сварка полуавтоматом при низком напряжении

K_S, для работы с таким оборудованием потребуется стабилизатор напряжения.
Например, сварочный полуавтомат «Тельвин бимакс 4.135» активно используется в сельской местности. В дневное время напряжение может достигать 215-219 В, что обеспечивает уровень сварки на 4+ по пятибалльной системе. Однако в вечернее время напряжение может падать до 205 В, что, мягко говоря, не идеально.
Таким образом, нам нужны характеристики: на входе — 205-220 В, 16 А (но желательно не более 25 А); на выходе — 230 В, 10 А (поскольку предохранитель в сварочном аппарате установлен на 10 А). ПВ должен составлять 60% (если этого размерности недостаточно, следует пояснить почему).
Можно ли «сгладить» перепады напряжения в сети, например, с помощью конденсатора (приношу извинения, если я запутался в терминах, поскольку мои знания в электротехнике довольно поверхностны)?
Я пишу, потому что не нашел ничего серийного, что могло бы помочь. Если это возможно, мне интересна цена с учетом доставки в Минск и сроки изготовления.
#2
- Пол: Мужская
- Интересы: Электроника
Видео
Горные лыжи в виде лыжного балета
Рыбалка. Веду заядлую рыбалку — крупной добычи.
Грибы. Сбор урожая в Белоострове, именно там. - Автомобиль: Record 20S Универсал, три двери. Электричество работает как часы, лебедка тащит грузы, мощность двигателя устраивает, Varajet справляется.
- Настоящее имя: Михаил
- Местожительство: Санкт-Петербург, Петергоф. Неподалеку залив.
Сообщение отправлено 18 ноября 2009 года в 01:53
К сожалению, единственное, что приходит в голову — это использование асинхронного трехфазного двигателя с мощностью, которую можно посчитать самостоятельно, в сочетании с генератором мощностью около 5 кВт.
Тем не менее, я тут смотрел информацию для собственных нужд и наткнулся на такой ресурс: http://www.plusvolt. ex.php?cPath=34
http://www.048.in.ua. alog/full/11714
Сообщение отредактировано пользователем koekto3: 18 ноября 2009 года в 03:31
#3
- Пол: Мужская
- Интересы: Информационные технологии, медицина
- Автомобиль: Сенатор А2 (20Е) 1983 года.
- Настоящее имя: Андрей
- Местожительство: Россия, Саратовская область, город Саратов
Сообщение отправлено 18 ноября 2009 года в 06:48
Подобные стабилизаторы вполне доступны, их много готовых моделей. Цены зависят от мощности и начинаются от 3000 рублей и могут возрасти.
#4
- Пол: Мужская
- Автомобиль: REKORD E1
- Настоящее имя: Александр
- Местожительство: Санкт-Петербург, Киев, Винница
Сообщение отправлено 18 ноября 2009 года в 07:23
Согласен с вышеизложенным.
В Санкт-Петербурге производят хорошие стабилизаторы Легат, есть модели на 2 кВт и 7 кВт. Рекомендую обратить внимание на 2 кВт, модель «ЛЕГАТ-20» (LEGAT-20)
Вот ссылка на белорусский магазин. Там цена — 430 долларов, у нас же она составляет 280-330 долларов.
Полная мощность 2 кВт, выходной ток 8 А. Если у вас установлен предохранитель 10 А, это означает, что рабочий ток должен быть в диапазоне 6-8 А.
Поэтому переплачивать за резерв мощности стабилизатора нет смысла.
На электромеханических стабилизаторах не рекомендую останавливаться из-за их тяжелой конструкции.
Объявления

Владимир, доброе утро. Полностью согласен с вышеизложенным. Я разобрался с работой программы. Посмотрел руководство к прибору, выяснилось, что потребляемая мощность от сети составляет 75 Вт, а от источника постоянного тока (26,4 В) — около 40 Вт. В чистом виде трансформатор выдает энергии в районе 30 Вт, остальное идет на потери (в основном в стабилизаторе). Все согласуется, кроме количества витков. Сечение проводов программы дает более близкое значение. Однако, количество витков по первичке, следовательно, и вторичке — завышенные. Заводские знания говорят о 57х2, а программа выдает 80х2. Я пробовал установить сечение сердечника 130 кв. мм — программа более или менее выдает количество витков, близкое к моим эмпирическим 38х2. Вчера испытал намотанный трансформатор на ферритовом сердечнике. Все работает нормально. Не знаю только, smudmeir этом трансформаторе ставить в свой старый С1-55. Кстати, обмотки вошли на пределе. Если бы параметр «виток/вольт» был бы не 2, а 2.1, место в трансформаторе бы не хватило. Если буду этим заниматься, то тщательно проверю данные по питанию прибора. Когда я чинил С1-83, ставил амперметр по мосту 27 В: ток был порядка 1 А. Однако это более совершенный прибор, и его блок питания работает на более высокой частоте (9 кГц).
Вам нужен преобразователь с защитой не только по напряжению, но и по току. При этом напряжение, в вашем случае, должно устанавливаться без нагрузки на уровне 3,0-3,5 В. Затем, при подключении нагрузки, необходимо выставить ток.

Я собрал новую схему (без USB-выхода), подключил аккумулятор от шуруповерта, и на преобразователе DC-DC вольтметр показал 8.8 В. Один светодиод сразу сгорел, другой просто взорвался. Ничего, конечно, в настройках преобразователя не изменял. Это такой мой новый опыт. Сейчас нужно перепаять два светодиода.
Эту тему я прорабатывал как курсовую работу. Сделал, емнип, кодирование номеров пульта, а каждый пульт прибавляет единицу к общему числу импульсов. Пульт ведущего считает импульсы и отслеживает игроков.
Как продлить срок службы полуавтомата
Чтобы снизить риск самопроизвольного отключения, перегрева и других неисправностей, важно проводить обслуживание аппарата перед каждым его использованием.
Ежедневное обслуживание перед включением должно включать:
- Удаление пыли и загрязнений с корпуса;
- Проверку контактов горелки и кабеля массы, а также их очистку и затяжку при необходимости;
- Оценку состояния кабелей, включая изоляцию и замену поврежденных проводов;
- Проверку механизма подачи проволоки с заменой подающего ролика, если это потребуется;
- Очистку направляющего канала горелки с использованием сжатого воздуха.
Также важно продуктивно очищать сопло; при значительном загрязнении или чрезмерном износе следует произвести замену этого элемента. Кроме того, необходимо проверить работоспособность газового оборудования.
Если вы всё же столкнулись с проблемой самопроизвольного отключения, несмотря на регулярное обслуживание и соблюдение правил эксплуатации, лучше всего обратиться к специалистам для диагностики и устранения неполадок.
В настоящее время услуги по ремонту сварочных полуавтоматов в Москве предлагают бесплатную диагностику, без предоплат. Также возможно срочное обслуживание: в день обращения или на следующие сутки, с организацией забора оборудования для ремонта и доставкой его обратно на дом.
Такой подход является безопасным, удобным и выгодным для пользователей.
Что делать, если сварочный полуавтомат перегревается и отключается сам по себе?
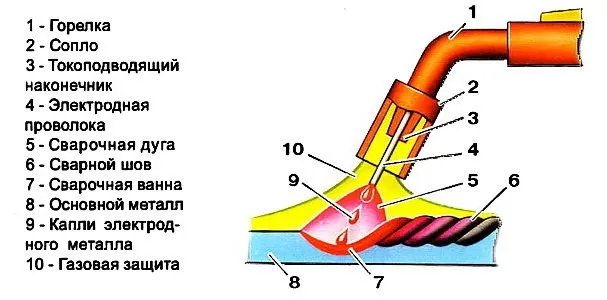
Полуавтоматическая сварка осуществляется в среде защитного газа с использованием присадочных проволок. Название «полуавтоматическая» объясняется тем, что подача присадочного материала к электродуге осуществляется автоматически, тогда как формирование шва остается обязанностью оператора.
Процесс обозначается как MIG/MAG сварка. MIG подразумевает применение инертного газа, тогда как MAG использует углекислый газ.
Современные источники тока для работы в MIG/MAG режиме являются инверторными, предоставляющими удобство, функциональность и надежность. Однако, как и любая техника, они могут выйти из строя до окончания срока службы, предложенного производителем, по различным причинам.
Одной из самых распространенных неисправностей является перегрев полуавтомата с самопроизвольным отключением.
Как решать эту проблему?
Причины самопроизвольного отключения
Очевидная причина — длительная работа без перерыва. Следует обратить внимание на индикатор перегрева, который обязательно срабатывает в этом случае.
Также проблема может возникнуть по следующим причинам:
- Выход из строя блока охлаждения;
- Короткое замыкание в цепи;
- Пробой в конденсаторах;
- Повреждение питающего кабеля или слабые контакты;
- Подключение к нестабильной или неподходящей электросети.
Инвертор полуавтоматической сварки должен быть очищен от пыли и грязи, особенно в местах расположения вентиляционных решеток. Перед включением важно удостовериться, что воздух свободно проходит через все вентиляционные отверстия. Также следует проверить состояние кабелей и контактов.
Соблюдение правил эксплуатации и регулярное, правильное обслуживание техники позволяет значительно снизить риск самопроизвольного отключения.
Устранение неполадок
Итак, если полуавтомат отключается сам по себе, первое, что следует сделать — проверить, загорается ли индикатор перегрева. Если да, то срабатывает защитный механизм отключения, который активируется при повышении температуры внутри корпуса, в котором расположены микросхема, силовые элементы, конденсаторы, датчик тока и другие компоненты устройства. Отключите оборудование от сети, открутите боковую стенку корпуса, очистите внутренние элементы от пыли и загрязнений. Затем установите крышку обратно и попробуйте перезапустить аппарат. Учитывайте при этом ПВ, что обозначает «коэффициент полезного действия», или продолжительность включения аппарата. Это время непрерывной работы источника, указывающееся производителями в процентах с учетом десятиминутного замыкания, сварочного тока и температуры окружающей среды.
Например, у полуавтомата может быть ПВ 60% при 40°C и токе 110 А. Это означает, что в таких условиях аппарат можно использовать без остановки в течение 6 минут, после чего необходимо 4 минуты для остывания. Параметр ПВ может варьироваться, и при определенных условиях может достигать 100%.
Также убедитесь, что с электросетью все в порядке. Ключевые параметры — напряжение и частота — должны соответствовать требованиям, установленным производителем аппарата. Если напряжение недостаточно низкое или высокое, если присутствуют резкие колебания, попробуйте подключить и протестировать аппарат в другой сети.
Если неисправность не устраняется, следует обратиться в специализированный сервисный центр для проведения диагностики аппарата и замены вышедших из строя компонентов. Это может быть блок охлаждения, силовая часть, конденсаторы или кабели. Как правило, профессиональный ремонт сварочного полуавтомата при самопроизвольных отключениях занимает недолго, и вы сможете вернуть рабочую технику уже на следующий день после обращения. При этом диагностика будет бесплатной.
Как продлить срок службы полуавтомата
Чтобы снизить риск самопроизвольного отключения, перегрева и других неисправностей, необходимо проводить регулярное обслуживание аппарата перед каждым его использованием.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется начать тренировки на ненужных металлических обрезках, прежде чем переходить к выполнению более сложных задач, требующих высокой квалификации сварщика.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- защитные перчатки;
- защитную маску;
- баллон с газом.
Первым шагом будет настройка сварочного аппарата. Правильная настройка силы тока обеспечит получение ровного сварочного шва без обрывов.
Этот параметр зависит от толщины свариваемого металла, поэтому перед началом работы важно ознакомиться с инструкцией к оборудованию. В инструкции должны быть указаны рекомендуемые параметры тока для различных толщин свариваемых материалов.
Выбор режимов сварки также важен.
Необходимо правильно установить скорость подачи сварочной проволоки, которая регулируется с помощью специального механизма.
Оптимальный диаметр проволоки для сварки составляет 0,8 мм, но для работы с очень тонким металлом полезно использовать электрод диаметром 0,6 мм, чтобы обеспечить плавление металла при низком токе без потери стабильности дуги.
При наличии возможности лучше всего приобрести итальянскую проволоку для полуавтоматической сварки. Импортные заменители, как правило, более качественные, хотя и стоят на порядок дороже.
Несмотря на более высокую цену, такой электрод оптимально подходит для новичков, так как позволяет легче достичь желаемого результата, даже при нехватке опыта работы с электросварочным аппаратом.
Баллон с редуктором
Чтобы защитить сварочный процесс от воздействия кислорода, используется защитный газ. Самый экономичный вариант — это углекислотный баллон с редуктором.
Редуктор с манометром обязателен для контроля давления подаваемого газа. Для качественной сварки в среде защитного газа достаточно установить рабочее давление около 0,2 атмосферы.
Защитная маска
Одним из необходимых условий для защиты зрения сварщик должен использовать защитную маску, предпочтительно типа Хамелеон. Современные маски имеют специальную регулировку, которая позволяет настроить защитный механизм так, чтобы обеспечить адекватную защиту во время горения дуги.
Когда процесс плазменного горения прекращается, стекло маски остается достаточно прозрачным, чтобы продолжать работу, не снимая защитное устройство. Такие сварочные маски особенно удобны для начинающих, в то время как устаревшие модели зачастую имели слишком темное защитное стекло, что создавало проблемы с видимостью сварочного шва по завершении процесса.
Читать также: Метод литья по выплавляемым моделям
Технология сварки
После завершения подготовительных этапов необходимо подключить массу к свариваемому металлу. Если детали небольшие, сварка производится на металлическом столе, к которому также подключается соответствующий провод от аппарата.
Если стола нет, процесс может быть осуществлен на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому также подключается провод массы сварочного устройства.
Перед началом сварки важно правильно отрегулировать длину выступания сварочной проволоки из сопла. Рекомендуется, чтобы этот выступ не превышал 5 мм. Если проволока до начала работы выступает больше, то ее следует укоротить с помощью инструмента для обрезки.
Сварочное напряжение (длина электрической дуги)
Длина дуги является одним из важнейших параметров, требующих контроля в сварке MIG/MAG. Нормальное напряжение сварочной дуги в углекислом газе (CO2) и гелии (He) заметно выше, чем в аргоновых смесях (Ar). Напряжение дуги оказывает влияние на проникаемость, прочность и ширину шва.
При увеличении напряжения электрической дуги шов становится более плоским и широким, возможно увеличение проникновения до определенного предела. Низкое напряжение воды дает более узкий, выпуклый шов и ухудшает проникновение.
Слишком высокое или слишком низкое напряжение создает нестабильность дуги, что может вызвать чрезмерные брызги и пористость шва.
Напряжение сварки также влияет на качество конечного продукта, поэтому правильная настройка и контроль этого параметра является важной частью процесса металлообработки.







