Для того чтобы расплавить кромочные части деталей, которые требуется соединить, необходимо достигнуть температуры, при которой начинается плавление материала. Для металлов эта температура крайне высока и достигается с помощью плазменной дуги. Протекание сварочных работ должно производиться согласно определённым стандартам.
Сварочная ванна: советы по ее идеальной отработке
Что такое сварочная ванна? Сварочная ванна — это зона, которая формируется при взаимодействии электрода с деталью. Визуально она напоминает небольшое облако, в котором происходит плавление вещества. При движении руки эта ванна разделяется на две части, что приводит к образованию прочного соединения.
Что следует учесть при сварке?? У начинающих сварщиков процесс образования сварочной ванны происходит не всегда удачно. Часто наблюдаются такие проблемы, как непровары или образование шлака. Для успешного выполнения сварки требуется длительная и кропотливая практика. Регулярные тренировки на разных типах металлов помогут достичь идеальной сварочной ванны и крепкого соединения.
Вопросы, рассмотренные в данном материале:
- Определение сварочной ванны
- Свойства сварочной ванны
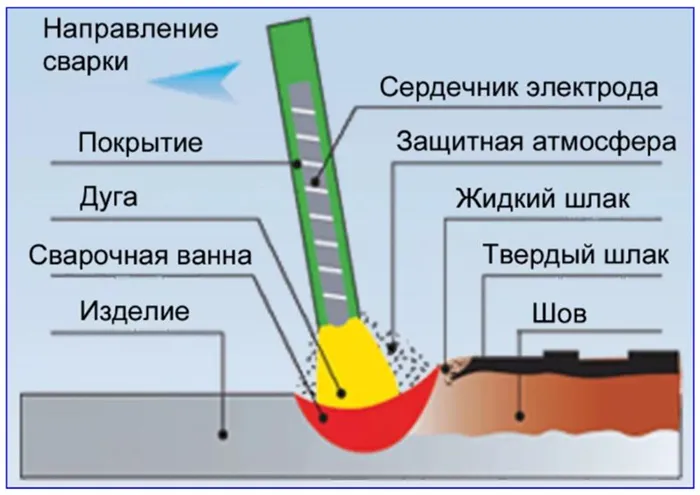
- Сварочная ванна в процессе дуговой сварки
- Критерии неправильной сварочной ванны
- Советы по отработке навыков создания сварочной ванны
Определение сварочной ванны
Сварочной ванной называется зона, в которой происходит расплавление кромок металлов, которые необходимо соединить во время сварки, а также внедрение присадочного материала в зазор между ними. Качественная и надежная сварка невозможна без правильно сформированного участка плавления.

Форма и размеры сварочной ванны существенно влияют на толщину сварного соединения и высоту шовного валика. Эти характеристики, в свою очередь, определяют надежность швов и основные потребительские характеристики готовых изделий. Определение формы и размеров сварочной ванны осуществляется в зависимости от границ зоны, в которой тепловое поле создает температуру, превышающую точку плавления соединяемых материалов.
В процессе формирования границ сварочной ванны влияют различные факторы, такие как вес расплава, поверхностное натяжение расплавленного металла и давление, создаваемое источником нагрева. Локально нагревающая и плавящая кромки дуга оказывает давление на расплавленный металл, выталкивая его в заднюю часть ванны, что меняет контуры зоны плавления.
Интенсивность такого воздействия обычно определяется по разнице уровней расплавленного металла. Форма сварочной ванны и соотношение ее ширины, длины и глубины могут варьироваться под воздействием внешних условий.
Принцип работы сварочной ванны
Принцип функционирования сварочной ванны заключается в том, что в процессе расплавления металла формируется сварной шов. При этом порой не используются присадки. Существует метод, при котором происходит отбортовка. В таких условиях происходит нагрев и плавление окружающего вещества под воздействием высокой температуры, а металл смешивается под влиянием плазмы или давления ацетилена.

Расположение электрода при осуществлении ММА-сварки, TIG, MIG/MAG также влияет на формирование сварочной ванны. Угол наклона электрода зависит от направления шва и типа стыка, что сказывается на качестве шва и его однородности. Неверное определение угла может привести к образованию пор, неправомерному соединению и подрезам по краям. Кроме того, в шов могут попадать загрязняющие вещества.
Во время TIG-сварки сварочная ванна формируется наилучшим образом. В этом случае плавится либо край детали, либо сама присадка. Плавление проходит небольшими порциями. Как только появляется капля, она соединяется с металлом изделия. Аккуратные движения плазмы направляются на расплав, создавая давление, благодаря которому жидкий металл равномерно распределяется по поверхности, обеспечивая хорошую сливаемость кромок.
Таким образом, образуется однородный сплав. После завершения процесса кристаллизации получается прочный шов, который способен выдерживать большие нагрузки.
Иногда сварка выполняется с добавлением флюса. Дугу можно поджигать либо о край металла, либо отдельно. Небольшое количество присадки подается непрерывно, и поверх неё насыпается порошок, под которым происходит сварка. Для успеха в создании такой сварочной ванны важно учитывать температуру, напряжение и силу подаваемого тока, интенсивность поступления присадки и толщину соединяемых деталей.
Основные свойства сварочной ванны
Качество сварки в значительной степени зависит от правильности формирования сварочной ванны. Существует также метод, называемый автогенной сваркой, который имеет свою особенность — при выполнении шва не используются присадки.

Зона влияния высокой температуры состоит из нескольких элементов, в которых формируются зерна различных форм и структур:
- Участок частичного расплавления.
- Участок перегрева.
- Участок нормализации.
- Участок частичной перекристаллизации.
- Участок рекристаллизации.
- Участок синеломкости.
Давайте рассмотрим каждый из этих участков подробнее.
Участок частичного расплавления обладает твердожидкой структурой и непосредственно влияет на качество соединения. Здесь происходит смешивание металла изделия и сварочного материала. Нагрев в этом участке может достигать 1500 градусов по Цельсию.
Участок перегрева характеризуется температурой в диапазоне от 1100 до 1500 градусов по Цельсию. Структура металла здесь имеет грубозернистый характер и низкие механические свойства. В этом участке могут возникать закаливаемые структуры.
Участок нормализации. В этой области формируются мелкие зерна, металл обладает высокой плотностью. Температура составляет от 930 до 1100 градусов по Цельсию.
Частичная перекристаллизация. В этом районе под воздействием перекристаллизации мелкозернистые частицы образуют скопления вокруг крупнозернистой структуры. Температура колеблется от 720 до 930 градусов по Цельсию.
Участок рекристаллизации. В этом участке происходит восстановление деформированных давлением зерен к исходной структуре и размеру. Нагрев здесь составляет от 450 до 720 градусов по Цельсию.
Участок синеломкости. Здесь температура варьируется от 200 до 450 градусов по Цельсию. Видимые изменения в структуре отсутствуют, но наблюдается снижение пластических свойств. Повысить качество металла на шве и в его окрестностях можно теплой проковкой, которая затрагивает как металл шва, так и самого изделия, и выполняется сразу после завершения сварки.
Использование метода нагрева всего изделия в печи, а затем его медленное охлаждение до комнатной температуры, влияет на качество сварных соединений. Метод и режим сварки определяют размеры зоны, подверженной температурному воздействию:
- При ручной дуговой сварке размер зоны составляет от 3 до 6 мм.
- При сварке с добавлением флюса — от 2 до 4 мм.
- При сварке с использованием защитных газов — от 1 до 3 мм.
- При использовании электрошлаковой сварки — от 11 до 14 мм.
- При электрогазосварке — от 8 до 28 мм.
Увеличение скорости сварки обычно ведет к уменьшению температуры в зоне сварки, в то время как увеличение режима сварки приводит к ее расширению.
При сварке конструкций, расположенных на потолке, кристаллическая структура в сварочной ванне должна формироваться до того, как начнет вытекать расплавленный металл. В жидком состоянии расплав удерживается лишь благодаря поверхностному натяжению. Чтобы избежать растекания расплава, необходимо контролировать размер сварочной ванны.
Где используется?
Основная область применения сварочной ванны заключается в соединении арматуры различных диаметров, а также колонн. Арматурные элементы являются неотъемлемой частью каркасно-монолитного строительства. Их используют в:
- фундаментах;
- перемычках для окон и дверей;
- балконных плитах;
- конструкциях нижних этажей;
- прогонах лестниц.
В домашних условиях ванную сварку арматуры применяют для создания опор под бетонную стяжку полов. Однако данная технология не ограничивается только работой с арматурой или строительными конструкциями. Она также необходима для:
- ремонта сельскохозяйственной техники и автомобилей;
- работы с подвижным железнодорожным составом, кораблями и летательными аппаратами;
- изготовления крупных промышленных металлоизделий и машин;
- налаживания работы трубопроводов, оборудования для добычи нефти и газа;
- обеспечения нормальных условий для жизни в различных сферах.
Оборудование
Технология ванного сваривания имеет множество различных вариантов. Для этих работ можно использовать даже простые ручные дуговые аппараты. Элементы соединяются с помощью стальных скоб. Популярным также является полуавтоматический метод, при котором сварочная ванна создается внутри формы из специальной керамики. Преимущества данного подхода включают:
- отсутствие необходимости в накладках (что в свою очередь уменьшает затраты);
- экономию на расходе электродов;
- создание гармоничных швов с гладкой поверхностью.
В основной методике ванно-шлаковой сварки применяют формочки, основанные на сплавах, содержащих медь. В основном, каркасные металлосвязи и несущие строительные конструкции соединяются вручную. При сварке строительной арматуры нет острой необходимости в механизации. Съемные формы, в отличие от стальных, могут быть использованы многократно. Необходимости в каком-либо специальном оборудовании или приспособлениях нет.
Применяемое оборудование
Для осуществления арматурной сварки ванным методом не требуется специальное оборудование. Достаточно наличия:
1. Сварочного аппарата, который снижает напряжение до 220 вольт и создает постоянный ток большой силы. В отличие от обычного трансформатора, он называется сварочным инвертором и предоставляет большое количество дополнительных функциональных режимов. Совсем недавно начали производить инверторы небольшого размера, которые можно смело использовать в домашних условиях. Они имеют высокочастотное напряжение в сотни килогерц, которое преобразует ток в постоянный.
2. Скоб-накладок (ваночек), которые подбираются в зависимости от типа шва и характера соединяемых материалов. К примеру, для горизонтальных стыков используются накладки типов С14-Мn, С15-Рс, С16-Мо.
3. Чтобы обеспечить защиту расплава в сварочной ванне, иногда требуется создать инертную газовую среду, потому что это необходимо для некоторых типов соединяемых материалов. Для этого используют маленькие баллоны с инертным газом, которые доступны для покупки.
4. Плавящиеся электроды с покрытием из стальных, алюминиевых, медных и других сплавов. Для большинства работ подходят стержни марок МР-3 и АНО диаметром от 2 до 4 мм, которые всегда можно найти в продаже. Для серьезных конструкций рекомендуется использовать стержни УОНИ.
5. Защитную маску (маску сварщика). Лучшими для работы считаются маски, которые удобно крепятся на голове. Кроме того, необходима специальная одежда и перчатки, защищающие от вредного воздействия ультрафиолетового излучения и брызг расплавленного металла.
Для каких целей используется данный метод
Ванным методом сварки соединяются: арматурные стержни, особенно большого диаметра от 20 до 100 мм; стыки толстостенных стальных фланцев, которые изготовлены из полос; стыки многорядных арматурных конструкций в железобетонных сооружениях.
Этот метод широко применяется для создания соединений в большинстве крупных железобетонных объектов, имеющих сложный каркас.
Преимущества и недостатки
Широкое применение ванной сварки объясняется её преимуществами:
- Технология не требует специального оборудования.
- Она комфортна, поскольку может быть выполнена для любых конфигураций стыков.
- С помощью ванной сварки обеспечивается единый прочный каркас конструкции без снижения ее жесткости.
- Является экономически эффективным методом сварки.
- Подходит для использования в быту.
К недостаткам данного метода можно отнести необходимость поддерживать непрерывность процесса, чтобы расплавленный металл оставался в жидком состоянии в течение всей сварки. Поэтому во время процесса не рекомендуется заменять электроды, если это необходимо, такую замену следует производить максимально быстро.
Несоблюдение температурных режимов может негативно сказаться на качестве сварного шва. При слишком быстром охлаждении расплава может наблюдаться избыточное образование шлака.
Также важно избегать слишком быстрого расплавления металла, поэтому периодическое гашение дуги на электроде необходимо.
Области применения

Метод ванной сварки находит широкое применение в различных сферах строительства и машиностроения. Предприятия, работающие в данных отраслях, часто осуществляют сварочные работы, используя эту технологию. В частности, она применяется для сварки функциональных элементов конструкций не только в строительстве, но и в сельском хозяйстве, автомобилестроении, газовой и нефтяной отраслях.
Кроме того, ванная сварка активно используется при строительстве дач и хозяйственных сооружений, в процессе ремонта квартир, а также при перепланировках и иных бытовых работах.
Изучив основные принципы и практические аспекты ванной сварки, вы можете попробовать выполнить сварку самостоятельно. Если у вас есть предварительный опыт выполнения таких работ, делитесь им в комментариях к статье.