Данный вид проволоки используется в качестве присадочного металла для ручной и полуавтоматической сварки. Продукция выпускается в следующих видах:
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современном мире нет ни одной промышленной компании, которая бы не использовала в своем производстве электродуговую сварку. По этой причине отечественный рынок сварочных полуавтоматов постоянно растет и активно развивается.
Сегодня он представлен широким ассортиментом технических средств, специального оборудования и расходных материалов, наиболее востребованным из которых является сварочная проволока для полуавтоматов. Свойства этого ключевого компонента должны максимально соответствовать свойствам свариваемого металла. По этой причине было разработано большое количество сварочных проволок, которые наилучшим образом подходят для данного конкретного применения.
Разновидности проволоки
Сварочная проволока является необходимым элементом для успешной работы на различных промышленных и коммунальных предприятиях. Она используется для соединения различных металлических деталей в единое целое.
Особенностью сварочной проволоки является простота использования и отличное качество работы. Правильный выбор проволоки приводит не только к более безопасной сварке, но и к значительному повышению производительности.
Проволока для сварочных полуавтоматов обычно поставляется в мотках, катушках и бобинах. Первый тип иногда весит до 1,3 тонны. Второй тип может весить от 15 до 120 кг. Третий тип упаковки весит от 5 до 18 кг.
Проволоку часто упаковывают в коробки или полиэтиленовые пакеты. Если продукт не упакован, то перед использованием проволока должна быть высушена при температуре 200 °C.
Порошковая

Проволока представляет собой полый металлический предмет, свободное пространство которого заполнено пылью и флюсом. Эти материалы помогают защитить сварной шов от воздействия кислорода и вредных веществ, которые образуются в процессе сварки.
Важным фактором здесь является безопасность дыхательных путей человека, выполняющего сварку.
Использование специальных добавок в сварочной проволоке облегчает зажигание дуги и уменьшает ее наклон, что положительно сказывается на качестве сварного шва. Дуга запекается во флюсе, который помогает защитить свариваемую зону от воздействия окружающей среды.
Порошковая проволока не требует тяжелых газовых баллонов, с которыми связано множество проблем: Хранение, наполнение и возможная утечка.
Омедненная

Проволока с медным покрытием — это продукт, разработанный для обработки углеродистых и низкоуглеродистых сталей. Она покрыта специальным медным составом и используется для сварки объектов в среде инертного газа.
Читайте также: Особенности сварки труб и их методы.
Данная проволока обеспечивает прочное и качественное соединение изделий, характеризующееся чистым и равномерным швом.
Данный продукт эффективно используется, в частности, в следующих областях применения:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она имеет высокие показатели футеровки и необходима для следующих процессов:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
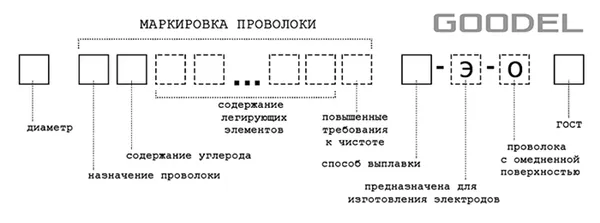
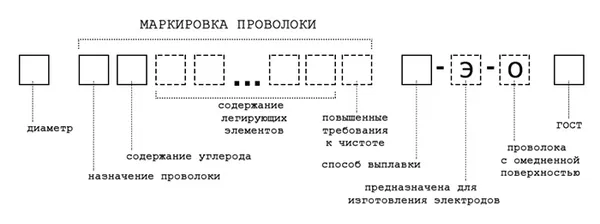
Маркировка
Основные требования ко всем аспектам производства проволоки для сварочных работ указаны в ГОСТ 2246-70. Сегодня выпускается около 80 разновидностей данного вида продукции. Для того чтобы определить, что это за продукт, на него наносят определенную маркировку, которая помогает понять состав изделия и его свойства. Хорошим примером может служить популярная сварочная проволока Св08г2с.

Его кодировка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
Согласно приведенной выше кодировке, можно сказать, что представленный продукт является низкоуглеродистым проволочным сплавом, содержащим такие добавки, как кремний и марганец.
Какая проволока для какого сплава
При выборе сварочной проволоки необходимо четко представлять, что именно вы хотите сваривать, какие металлы, какой толщины и с помощью какого аппарата. Эти факторы определят, какие материалы вам понадобятся. Прежде всего, проволока различается по составу. Он, в свою очередь, должен соответствовать основному материалу. Можно выделить пять типов проволоки:
Стальная
Самый распространенный тип имеет наибольшее количество марок, регламентированных ГОСТ 2246-70, в диаметрах от 0,3 до 12 мм. В зависимости от состава самой проволоки, ею можно сваривать сталь с низким, средним, высоким и низким содержанием углерода. Важным преимуществом этой проволоки является то, что сварные швы получаются высокого качества, без трещин и с небольшим количеством брызг, шов практически не подвержен коррозии, а дуга во время сварки держится хорошо, без перерывов. Однако работать с этой проволокой необходимо в среде проточного газа.
Омедненная
Эта проволока обычно изготавливается из стали СВ08Г2С, но также часто используются другие низколегированные и низкоуглеродистые стали и покрывается медью. Это покрытие помогает поддерживать стабильность дуги. Толщина проволоки варьируется от 0,6 до 2 мм. Она используется в атмосфере защитного газа и подходит для сварки высоколегированных и высокоуглеродистых сталей.

Алюминиевая
Она изготавливается из алюминия и содержит в качестве присадок медь, магний, кремний и хром в соответствии с ГОСТ 7871-75. Свариваемые изделия состоят в основном из сплавов, в которых содержание кремния не превышает 3 %, а меди — около 4 %. Добавки в сплавах придают прочностные свойства, а сам алюминий является коррозионностойким металлом, поэтому сварные швы также обладают этими свойствами. Проволока подходит для полуавтоматической сварки и используется в среде защитного газа.
Порошковая
- Рутиловый (двуокись титана). Для сварки стали со средними показателями углерода
- Рутил-флюоритный (двуокись титана с плавиковым шпатом). Для сварки низколегированных сталей
- Рутиловый органический. Для сварки низкоуглеродистой стали
- Флюоритный (с плавиковым шпатом). Для работы с низколегированной, низкоуглеродистой сталью
- Флюоритно-карбонатный (с добавкой соли угольной кислоты). Для работы с ответственными конструкциями из низколегированных, низкоуглеродистых сталей.
Вольфрамовая
Вольфрам хорошо подходит для использования в высокотемпературных средах, поскольку сам металл является тугоплавким и не размягчается. Вольфрамовая проволока также содержит легирующие элементы, которые повышают стабильность дуги и увеличивают рабочую скорость при высоких температурах. Чистая вольфрамовая проволока может использоваться для сварки алюминия, а проволока с примесями применяется для сварки высоколегированных нержавеющих сталей, никеля, меди и других металлов.
Маркировка проволоки для сварки
Распространение сварочной проволоки для полуавтоматов дало нам большое количество марок, хотя не все они одинаково часто используются в работе. Необходимо понимать значение букв и цифр в маркировке, чтобы знать, для чего и для кого они предназначены.
В российском ГОСТе 2249-70 содержится полное описание материала. Если прочитать его, то сразу становится понятно, что содержит сплав. Рассмотрим наглядный пример:
CB01CR19H9
- СВ — сварочная проволока;
- 01 — содержание углерода 0,01%;
- Х19 — содержание хрома не более 19%;
- Н9 — содержание никеля не более 9%.
Существует также американский аналог ГОСТа, называемый AWS, который используют зарубежные производители. Данные, которые мы можем узнать, взглянув на категорию, немного отличаются:
ER70S-6
- Е — предназначена для дуговой сварки;
- 7 — предел прочности растяжения равен 70 ksi (1000 футов на квадратный дюйм), если переводить в наши единицы измерения, то это равно 482,6 МПа;
- 0 — только плоское и горизонтальное положение сварки;
- S — сплошное сечение;
- 6 — общие рекомендации к полярности и общей эксплуатации.
Как подобрать диаметр сварочной проволоки
Диаметр проволоки, как и электродов, выбирается в соответствии с двумя критериями: толщиной металла и сварочным током. Например, для основного металла толщиной до 4 мм следует использовать проволоку диаметром от 1 до 1,2 мм. Чтобы быстро и легко сориентироваться, вы можете воспользоваться нашей таблицей.

Маркировка и расшифровка обозначений сварочной проволоки
В России все проволоки маркируются по ГОСТу, поэтому сварщик может быстро определить их свойства по короткому названию. Поэтому важно знать, что означают буквы и цифры.
Рассмотрим пример:
- Св – продукция предназначена для проведения сварочных работ;
- 0,8 – содержание углерода в составе достигает 0,08%;
- Г2 – в состав входит марганец 2%;
- С – буква без цифры подразумевает содержание вещества менее 1% от общей массы, в данном случае речь идет о кремние;
- О – сварочная проволока содержит омедненное покрытие.
Мы не случайно привели в пример проволоку Св-08Г2С, которая составляет 95% продаж и отлично подходит для сварки труб, уголков, воздуховодов и другого проката из низкоуглеродистой стали.
Сварщики могут легко определить состав и предназначение присадочного металла по маркировке на сварочной проволоке. Помимо углерода и марганца, электроды содержат определенные присадки:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С)

В конце маркировки может быть еще одна буква «А». Это означает, что для производства проволоки использовалась рафинированная сталь с меньшим количеством вредных примесей. Два «АА» указывают на еще большую чистоту материала.
Виды сварочной проволоки по типу

Сварочная проволока MIG/MAG выпускается диаметром 0,6/0,8/1,8/1,0/1,2/1,6/2,0 мм. Толщина элемента выбирается в зависимости от силы тока и сечения свариваемых заготовок. Тонкая проволока быстро плавится при высоких токах, не успевая достичь заготовки. Толстая проволока создает слишком большое сопротивление и не вплавляется в металл, а оседает сверху. Диаметр проволоки формирует основу для подающих роликов и канала в шланге горелки. Если тонкие и толстые металлы часто свариваются попеременно, требуется несколько комплектов роликов и каналов.
Сварочная проволока может быть полой или сплошной. Первая выполнена в виде трубки с порошком — флюсом в центре. Она обеспечивает дополнительную защиту сварочной ванны. Однако полая проволока более хрупкая и склонна к изгибам. Ее не следует слишком сильно прижимать подающим роликом.
Сварочные провода также могут быть покрытыми или голыми. Проволока в оболочке обычно покрыта медью и стоит дороже, чем голая проволока. Медь обеспечивает плавное скольжение проволоки в канале и оставляет мало следов в местах контакта. Покрытие также способствует надежному контакту как с каналом, так и с изделием, что приводит к стабильной дуге. Наличие меди защищает металлическую проволоку от коррозии при длительном хранении. Когда медь попадает в сварочную ванну и плавится там, она способствует образованию сварных швов с повышенной прочностью на разрыв.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 видов сварочной проволоки, которые делятся на легированную, низколегированную и высоколегированную. Это определяет ее применение при сварке металлов.
Проволока для углеродистых и низколегированных сталей
Наиболее распространенной и популярной сварочной проволокой является проволока для низколегированных и углеродистых сталей, так как большинство конструкций изготавливается только из этих металлов. К ним относятся швеллеры, уголки, круглые трубы, профильные трубы, арматура и тому подобное. Такая проволока востребована как на производстве, так и в быту. Если вы начинающий сварщик, то с помощью проволоки этого типа можно сварить забор, сарай для копилки, бак или каркас для теплицы с навесом. Например, выберите BARSWELD SV-08G2S 0,8 мм на катушке 5 кг.


Сварочная проволока для сварки меди и медных сплавов изготовлена из меди и кремния. Проволока имеет компактную структуру. Подходит для полуавтоматической сварки всех медных изделий и для последующей поверхностной сварки. Образует однородный шов с основным металлом. Популярным выбором является BARSWELD CuSi 0,8 мм.
Аустенитные стали свариваются полуавтоматом сварочной проволокой для нержавеющей стали. Она содержит хром и никель в качестве легирующих элементов. Процентное содержание этих добавок определяется исходя из степени легирования основного металла изделия. Поскольку легирующие элементы выгорают из изделия под воздействием высокой температуры дуги, их присутствие в проволоке компенсирует эту потерю, и металл остается коррозионностойким. Обычная сварка нержавеющей стали проволокой приводит к быстрому ржавлению швов. Хорошей проволокой для аустенитных сплавов является BARSWELD 308LSi ⌀ 0,8 мм.


Алюминий и его сплавы (силумин и т.д.) свариваются специальной алюминиевой проволокой, содержащей магний в качестве добавки. Во время сварки магний сильно испаряется из основного материала, поэтому его присутствие в проволоке компенсирует эту потерю. Сварной шов не окисляется и имеет те же свойства, что и материал заготовки. Если вы хотите сваривать алюминий, обратите внимание на BARSWELD AlMg5 ⌀ 0,8 мм, которая поставляется в картриджах по 2 кг. Этого достаточно для сложных задач, а цена доступна благодаря небольшому весу катушки.
Лучшие сварочные проволоки сплошного сечения
Подходит для обработки различных сплавов и металлов. Горение происходит в атмосфере, созданной с помощью инертных газов. Резьба выпускается различного состава и диаметра, наиболее распространенные размеры — от 0,5 до 10 мм. Имеет привлекательную цену, что повышает рентабельность строительства или производства. Образует прочные, водонепроницаемые соединения, устойчивые к коррозии.
TT ER70S-6
Total Tools производит ER70S 6 — сварочную проволоку с медным покрытием, которое повышает проводимость тока и эффективно защищает от коррозии. Сплав имеет высокое содержание кремния и марганца, что улучшает сварные швы при работе с замасленной или ржавой сталью. Канат обладает хорошей текучестью, что позволяет формировать гладкий валик.
Окончательный шов имеет высокую прочность на разрыв и не имеет трещин, что было подтверждено рентгеновскими исследованиями. Возможна работа в защитной атмосфере углекислого или инертного газа. Поставляется на катушках из европластика, производитель обеспечил точную намотку, что обеспечивает непрерывную подачу и снижает износ кромок.

Преимущества:
- Подходит для инструментальной стали;
- Ровный валик с минимальным объёмом шлака;
- Медное покрытие обеспечивает плавную подачу – это увеличивает производительность;
- Небольшое количество брызг.
Недостатки:
Deka ER70S-6
Российская компания предлагает к продаже полуавтоматическую сварочную проволоку для обработки низколегированных сталей. Она имеет слой медного покрытия для улучшения защиты от коррозии. Омедненный слой обеспечивает стабильное зажигание дуги при различных погодных условиях и сильном ветре. Подходит для использования на автомобилях всех классов.
Образует прочное соединение с пределом прочности на разрыв 500 МПа. Сплав имеет повышенное содержание кремния, что делает валик более гладким. Повышенная концентрация марганца обеспечивает хорошее качество сварного шва на замасленных металлах. Поставляется в катушках с рядной намоткой, что обеспечивает быструю доставку на объект. Рекомендуется для сварки в атмосфере углекислого газа.

Преимущества:
- Хорошее разжигание при повторном разжигании дуги;
- Стабильный состав медного слоя;
- Эффективная защита от коррозии упаковки с помощью силикагеля;
- Деликатное воздействие на наконечник аппарата.
Недостатки:
Edon FCW0.8-1
Он был разработан для производства гетерогенной низколегированной и углеродистой стальной продукции. Он изготовлен из сплава с высоким содержанием марганца и кремния. Никелевое покрытие защищает от коррозии. Рекомендуется использовать с флюсом для создания облака, которое защищает соединение от перекисного окисления.
Соответствует стандарту ГОСТ E71T-GS для проволочных канатов. Образует гладкий сварной шов без трещин и пор. Во время сварки образуется небольшое количество шлака. Этот шлак легко удаляется с поверхности, в результате чего получается гладкий и ровный валик. Если работать без защитного газа, будет много дыма, который легко удалить с помощью воздуходувки. Начинающий сварщик сможет сварить без брызг. Она поставляется на катушках с ровной намоткой, поэтому ее легко подавать.
Как выбрать сварочную проволоку
При выборе проволоки для сварки нержавеющей стали, углеродистой стали или чугуна важно учитывать не только свойства свариваемых металлов, но и назначение конструкции. Желательно сравнить структуру, легирующие элементы и диаметр. Это поможет в выборе расходных материалов, которые обеспечат высокое качество сварки.
Назначение
Производители предлагают продукцию для производства электродов, стержней для аргонной сварки, полуавтоматов и автоматов. Расходные материалы используются для газовой сварки оксидно-ацетиленовым пламенем. Для каждого технологического процесса используются различные виды стальной проволоки.
Структура
В зависимости от их структуры производятся следующие виды нитей:
- Сплошного сечения – классическая катанка с защитным медным покрытием или без него. Играет одновременно роль электрода и присадочного материала. Используется для создания конструкций из низколегированной и низкоуглеродистой стали. Обозначаются маркировкой Св. Варить рекомендуется в атмосфере углекислого или инертного газа;
- Порошковые – проволоки для сварки без газа, имеют полую структуру. Свободное внутреннее пространство заполняется шихтой из легирующих, шлакообразующих и газообразующих добавок. При горении создаётся самозащитный слой из углекислоты и газа. Формируют более ровный и аккуратный шов.
Для общестроительных работ подходят сварочные материалы со сплошным сечением; для ответственных работ лучше выбрать полую, порошкообразную стальную проволоку.
Количество легирующих элементов
В сплавы добавляют молибден, вольфрам, кремний, титан и другие металлы. Доля легирующих элементов может достигать 15-17 %. Сплавы используются для сварки нержавеющей и жаропрочной стали. Прутки из низколегированной стали используются для сварки конструкций и для обработки поверхности.
Диаметр
Они зависят от толщины свариваемого металла. Для листов толщиной до 2 мм используются электроды толщиной 0,8-1 мм. Для стальных конструкций свыше 2 мм используются стержни диаметром 1,2-2 мм.
Поверхность
Если рабочая поверхность покрыта следами коррозии или машинного масла, рекомендуется использовать стержень с более высоким содержанием кремния и марганца. Это позволит получить более качественный результат.
Свариваемые материалы
Производители выпускают проволоку для сварки алюминия, меди, различных видов стали и легкоплавких сплавов для промышленных предприятий, строительных компаний и автопроизводителей. Выбирайте проволоку, состав которой соответствует особенностям свариваемого материала.
Состав
Высокое содержание хрома, ванадия или молибдена важно для жаропрочных сталей. Продукты с вольфрамом и марганцем рекомендуются для применения при закалке. Если необходимо сваривать сплавы для конструкций в агрессивных средах, следует выбирать стальные нити с высоким содержанием никеля.
Вопрос-ответ
Расходные материалы маркируются буквой и цифрой. Сварочные прутки маркируются буквами «Св», порошковые прутки — «ПП», самозащитные прутки — «Пс». Буквы «Hp» используются для поверхностной сварки. Цифры указывают на процентное содержание наиболее важных легирующих элементов.
Для различных типов стали — из железа и легирующих добавок (кремний, вольфрам, титан, хром). Алюминиевые прутки используются для сварки алюминия, а медные — для сварки меди.
Обычная сталь изготавливается из низкоуглеродистой стали и не содержит легирующих элементов. Это влияет на упругость, коррозионную стойкость и температуру плавления.
Популярные производители
На сегодняшний день существует всего несколько компаний, которые производят качественную сварочную проволоку. Все без исключения это отечественные производители, которые гарантируют высокое качество расходного материала. Конечно, многие в поисках низкой цены покупают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не купить свинью в тыкве, лучше познакомиться с российскими компаниями, которые предлагают широкий ассортимент проволоки, подходящей для любого вида работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод» . Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное назначение сварочной проволоки — заполнение сварного шва, который образуется при соединении металлических конструкций. Проще говоря, присадки позволяют уменьшить потери основы металлических изделий. Главное — правильно выбрать присадку. Сварщики утверждают, что существует всего два правила выбора качественной сварочной проволоки.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.
Существуют различные нюансы, которые необходимо учитывать при выборе проволоки в соответствии с маркировкой:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.
Нюансы использования
Современные модели проволоки для полуавтоматической сварки делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Аппарат, требующий использования защитного газа, оснащен клапаном, который регулирует подачу вещества в рабочую зону аппарата. Этот клапан автоматически закрывается, когда заканчивается запас электродов. Для получения прочного сварного шва с флюсовым сердечником необходимо использовать проволоку большого диаметра. Более точные характеристики приведены в таблицах в технической литературе. Жидкость подается через воронку, прикрепленную к горелке.
В настоящее время сварочные полуавтоматы делятся на бытовые аппараты, полупрофессиональные аппараты и профессиональные аппараты. Кроме того, сварочные аппараты классифицируются в зависимости от силы тока. Существует широкий выбор портативных и стационарных вариантов.
Современные сварочные полуавтоматы имеют специальный механизм подачи электродов в виде роликов, который предотвращает деформацию и другие дефекты. Конструкция универсальных сварочных полуавтоматов характеризуется высококачественными и долговечными компонентами, которые позволяют выполнять множество сварочных операций. При запуске универсального аппарата необходимо заправить проволоку, затем запускается электродвигатель, после чего включаются подающие ролики и редуктор.
Особое внимание следует уделить цепям, которые могут быть силовыми, форсированными или универсальными. Упорные механизмы тянут электрод с подающих роликов вдоль трубы. Скорость подачи контролируется специальным регулятором, состоящим из редуктора и нескольких взаимосвязанных шестеренок. Для позиционирования электродов используется двигатель постоянного тока, система которого позволяет плавно регулировать скорость.
Многие сварочные полуавтоматы имеют саморегулирующуюся программу дуги. Это очень удобно и практично, так как сварщику не нужно постоянно проверять скорость вращения электрода и уж тем более расход сварочной проволоки. Встроенное программное обеспечение делает все без участия человека.
С помощью представленных элементов управления можно настроить бесперебойную работу аппарата, соединяющего металлические конструкции.
Посмотрите видео ниже, чтобы узнать, как выбрать проволоку для сварочного полуавтомата.







