При сварке алюминиевых деталей рекомендуется использовать проволоку с флюсом, однако для пайки такой вариант не подходит. Сварка алюминиевых компонентов с использованием газовой горелки и порошковой проволоки недопустима. Оптимально выполнять сварочные работы с использованием электрического оборудования.
Как спаять алюминий в домашних условиях: особенности пайки алюминия
Процесс пайки алюминия в домашних условиях является достаточно сложным. Это объясняется уникальными свойствами данного металла, которые затрудняют соединение его частей с другими материалами. Для успешного соединения алюминия требуется следовать специализированным технологиям, гарантирующим высокое качество проводимых работ. Также немаловажным фактором является опыт мастера, осуществляющего пайку алюминиевых компонентов.
Многие люди, попытки которых закончились неудачами, отмечают, что припой не прилипает к алюминию, что связано с образованием на его поверхности стойкой оксидной пленки. Эта пленка обладает низкой адгезией по отношению к припою, что затрудняет процесс пайки. Основные методы, используемые для пайки алюминия в домашних условиях, сводятся к борьбе с этой защитной пленкой.
В минералогии оксид алюминия известен как корунд, который представляет собой прозрачные кристаллы, часто придаваемые статусу драгоценных камней. Корунд может иметь различные цвета, которые зависят от содержания примесей: например, хром придает ему красноватый оттенок, а сапфир — синеватый. Оксидная пленка, образующаяся на алюминии, отличается высокой прочностью и препятствует процессу пайки. Перед началом пайки необходимо удалить эту пленку с поверхности деталей.

Способы удаления оксидной пленки
Существует несколько методов удаления оксидной пленки с поверхности алюминия, из которых наиболее эффективными являются механический и химический. Оба метода требуют наличия безвоздушного пространства, где отсутствует кислород.
Химический метод включает нанесение цинка или меди на поверхность алюминиевой заготовки с помощью электролиза. Для подготовки к пайке необходимо взять медный купорос, разводя его в концентрированном растворе. К чистой поверхности алюминия подключается минусовая клемма от аккумулятора или другого источника питания. Один конец медной проволоки подсоединяется к плюсовой клемме, а другой опускается в приготовленный раствор на поверхности алюминия. В результате электролиза медь или цинк оседают тонким слоем на алюминии, обеспечивая надежное сцепление. Теперь можно переходить к пайке алюминия с использованием оловянного припоя.
Еще одним методом удаления оксидной пленки является использование масляной пленки. При этом рекомендуется применять синтетическое или трансформаторное масло с минимальным содержанием воды. Если используются другие виды масел, их нужно подогреть до температур 150…200°C, чтобы вода полностью испарилась. При более высоких температурах возможен неконтролируемый разбрызг, что нежелательно. Обезвоженное масло накладывается на поверхность алюминиевой детали, а затем алюминий следует обработать наждачной бумагой, которая удалит оксид.
Наждачную бумагу можно заменить на скальпель, зазубренное жало паяльника или железную стружку, полученную при обработке напильником. Стружка помещается на масло, и паяльником производится трение по поверхности, что помогает удалить оксидный слой. Если деталь имеет большие размеры, целесообразно ее немного подогреть горячим воздухом. Припой при этом лучше всего погружать в каплю масла и равномерно размазывать по участку пайки. Для улучшения процесса пайки рекомендуется добавить канифоль или другой флюс.
Для пайки алюминиевых проводов были разработаны специальные флюсы на основе ацетилсалициловой или ортофосфорной кислоты, а также солей борной или натриевой кислоты. Использование канифоли чаще всего не рекомендуется, так как этот материал недостаточно эффективен для работы с алюминием. Флюсы применяются в процессе пайки проводов, кастрюль и других изделий.
Особенности пайки алюминия
Алюминий является металлом с хорошей плотностью, но при этом легким по весу. Эти качества сделали его очень популярным материалом для производства различных кухонных принадлежностей. Эксплуатация алюминиевых изделий проста, однако иногда возникает необходимость в устранении трещин или сколов, а также в соединении частей посуды. Кроме кухонной утвари, алюминий используется для производства мягкой, но прочной проволоки, что делает ее удобной в работе.
Единственным недостатком такой проволоки является сложность пайки.
Большинство металлов можно нагревать и спаивать, но алюминий представляет собой особый случай: он окисляется при взаимодействии с воздухом, образуя оксидную пленку, которая не позволяет другим металлам сцепляться с ним. Для успешной пайки алюминия необходимо выбрать соответствующий флюс.
Флюс — это особыми веществами или их комбинациями, благодаря которым удается удалить оксиды с металлической поверхности, которая подлежит пайке. Используя как органические, так и неорганические соединения флюсов, можно снизить поверхностное натяжение и улучшить растекание жидкого припоя. Они также защищают материал от воздействия окружающей среды.
Из-за своей уникальной природы алюминий требует особого подбора флюсов. Пайка алюминия оловом считается наиболее простым и удобным способом, позволяющим добиться нужного результата. Основные преимущества использования олова в пайке алюминия включают:
- доступную стоимость материала;
- возможность использования олова для различных толщин деталей;
- высокую скорость плавления и покрытие всей поверхности детали алюминия;
- низкую температуру плавления, что ускоряет выполнение задачи;
- широкая доступность олова на рынке.
Тем не менее, есть и некоторые недостатки:
- вероятность разрушения соединения под действием высокой температуры;
- неспособность удерживать значительные механические нагрузки;
- требует определенных навыков и опыта для достижения качественного результата.
Для успешного плавления алюминия необходимо знать основные методы проводимого процесса и уметь их использовать.
Методы пайки алюминия
Во время расплавления алюминия с помощью олова образуется оксидная пленка, которую можно удалить только с применением растворителей или металлических щеток. Ключевым аспектом успешного расплавления основного металла является правильный выбор температурных параметров. Слишком высокая температура может привести к разрушению алюминия, а слишком низкая — не обеспечит качественную пайку материалов.
Существует несколько техник пайки алюминия с использованием олова.
- Использование газовой горелки, соединенной шлангом с баллоном, что позволяет регулировать подачу газа. Также возможно изменять температуру пламени за счет регулировки давления в баллоне.
- Использование бензиновых горелок, которые лучше всего подходят для соединения тонких слоев металла, так как не позволяют менять и повышать температуру пламени.
- Использование паяльника. Для этого метода требуются дополнительные материалы, такие как канифоль. Паяльник необходимо разогреть до температуры, необходимой для плавления как канифоли, так и олова.
В процессе пайки имеет смысл использовать флюсы для алюминия, такие как Ф-59А, Ф-61А или активные флюсы специально для этой процедуры. Для расплавления металла вам понадобятся следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- инструмент для резки;
- флюс.
С подготовкой всех необходимых инструментов можно приступать к пайке.
Правила пайки алюминия
На поверхности алюминия сразу образуется оксидная пленка, которая мешает адгезии между основанием и припой. Чтобы избежать этого, требуется создать безвоздушную среду в области пайки. Для этого на очищенный участок металла рекомендуется нанести тонкий слой вазелина. В качестве альтернативы можно использовать минеральное или другое автомобильное масло.


Если был использован вазелин, то к нему нужно прикладывать жало паяльника, чтобы расплавить его в жидкое масло. Затем следует применить монтажный нож или другой острый инструмент, чтобы обработать алюминий под маслом. Важно, чтобы эти действия осуществлялись в момент, когда поверхность находится в закрытом состоянии от воздуха. Как только вазелин начнет сгущаться, его снова необходимо расплавить с помощью паяльника. Следует активно тереть лезвием ножа, что поможет снять оксидную пленку с металла и создать рельеф, к которому впоследствии хорошо прилипнет припой.

После удаления оксидной пленки масло не стирается. На место пайки прикладывается жало паяльника, и алюминий нагревается до рабочей температуры. Затем на расплавленную поверхность адаптируется нужное количество припоя. Припой будет находиться прямо в масле.

Капля припоя аккуратно растирается по подготовленной поверхности и вдавливается в образовавшиеся царапины. Припой вытеснит масло в стороны, что не создаст препятствий для адгезии. Избавившись от оксидной пленки, олово будет прилипать к алюминию, а не собираться в каплю, что часто происходит в иных случаях.

Теперь на подготовленную с маслом и обработанную поверхность можно укладывать луженые проводки, проволоку или любые другие элементы. Процесс пайки пройдет быстро и эффективно, не приводя к излишнему поглощению оловом алюминия, как это часто бывает. После окончания пайки остатки масла рекомендуется удалить с помощью ватки, смоченной спиртом.

Этот метод позволяет добиться надежности пайки, сопоставимой с соединением двух медных элементов. В отличие от другого распространённого метода, при котором оксидная пленка снимается за счёт трения раскаленным жалом паяльника, использование ножа для ее удаления оказывается более эффективным и быстрым.
Подготовка поверхности для пайки
Сначала необходимо очистить поверхность изделия с помощью металлической щетки или наждачной бумаги, особенно если это тонкие листы. Далее следует обязательно обработать поверхность растворителем, который поможет удалить все жирные налеты и масла с металла. Эти загрязнения могут негативно повлиять на качество соединения. Растворители также позволяют устранять оксидную пленку, которую невозможно расплавить с помощью паяльника или горелки. Если речь идет о проводах, их стоит также залудить для ускорения процесса и защиты основного металла от повреждений во время пайки. При соединении металлов толщиной от 4 мм и больше целесообразно предварительно обработать кромки, чтобы обеспечить максимальную площадь контакта при пайке.

Зачистка алюминия для пайки оловом
Пошаговая инструкция по пайке
- Первоначально необходимо подготовить металл, как описано выше;
- После подготовки включите паяльник или настройте горелку на необходимый режим;
- Проведите обработку как поверхности паяльника, так и соединяемой части с помощью флюса;
- Теперь можно приступать к непосредственно пайке, постепенно расплавляя металл припоя поверх основного;
- Когда последний слой будет нанесен, дайте металлу остыть, а затем проверьте качество соединения любым удобным способом.
Важно!
При пайке толстых заготовок необходимо пропаивать их по слоям, постепенно увеличивая высоту шва, а не наливать сразу крупный валик в одном месте.
Технология пайки алюминия
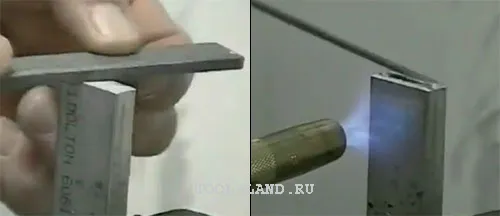
Процесс пайки алюминия с использованием флюса ничем не отличается от пайки таких металлов, как медь или сталь. После тщательной очистки деталей и их размещения в нужной позиции, на область соединения наносится флюс, после чего соединение нагревается до температуры, достаточной для того, чтобы припой начал плавиться. Плавление происходит с помощью прикосновения конца стержня к стыковке соединения.
При пайке безфлюсовым припоем важно отметить, что для облегчения впитывания припоя через оксидную пленку, рекомендуется ее разрушать, осуществляя небольшие чиркающие движения твердым концом прутка припоя или прутком из нержавеющей стали по расплавленному припою. Это нарушает целостность оксидной пленки и способствует более качественному соединению.

Припой расплавленный на неразрушенной оксидной пленке и соединение после разрушения оксидной пленки при помощи чиркания.
Удалить оксидную пленку также можно с помощью щетки из нержавеющей стали, растирая ею расплавленный припой по поверхности деталей. Лучше всего соединяемые элементы прижимать друг к другу лужеными сторонами и нагревать до необходимой температуры для пайки. Полученное соединение будет характеризоваться высокой прочностью.
Пайка алюминия: зачистка и плавление припоя
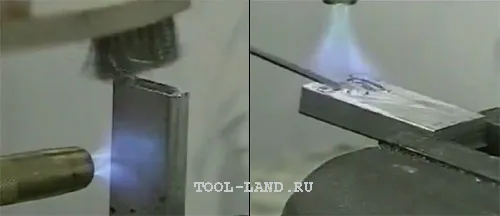
Пайка алюминия: разрушение оксидной пленки щеткой и плавление припоя на второй детали (затем выполняется аналогичная обработка первой детали).
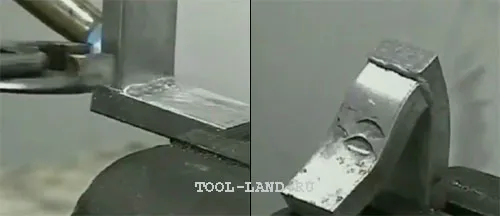
Пайка алюминия: соединение деталей и проверка на прочность
Примеры использования пайки алюминия
Алюминиевая пайка широко применяется для ремонта и восстановления деталей из алюминия и его сплавов. Это касается как простых бытовых предметов, так и изделий, в которых предъявляются строгие требования к прочности и безопасности.
Пайка алюминия часто используется при ремонте автомобилей, тракторов и мотоциклов. В частности, данный способ оказывается более предпочтительным, чем сварка, так как не приводит к ухудшению структуры металла и его деформации. Восстановление герметичности протекшего картера из алюминия, пайка радиатора, а также ремонт поврежденных деталей — в этих случаях пайка может оказаться единственным приемлемым способом устранения проблемы.
Пайка позволяет восстановить алюминиевый блок цилиндров, устранить трещины, прогары и сколы. Также она дает возможность восстановить резьбу в поврежденном резьбовом отверстии. Для этого отверстие заполняется расплавленным припоем, а затем вставляется болт. После остывания конструкции достаточно выкрутить болт. Прочность восстановленной резьбы аналогична прочности исходной.

Если нет качественного флюса и припоя
При отсутствии активных флюсов и припоев, предназначенных для алюминия, можно попробовать использовать оловянные или оловянно-свинцовые припои, применяя метод разрушения оксидной пленки под слоем канифоли. Такой подход позволяет избежать быстрого образования новой оксидной пленки взамен удаленной (как это происходит при обычной очистке на воздухе).
Инструментом, способствующим разрушению оксидной пленки, может служить специальный паяльник со скребком или железные опилки, добавленные в канифоль. При трении паяльника, покрытого оловом, о деталь, защищенную канифолью, происходит удаление старой пленки, в то время как канифоль защищает от образования новой. Совместно с этим осуществляется лужение очищенной от окислов поверхности припоем, что выполняется по мере необходимости.
Данный способ сложен и не дает 100% гарантии успеха, поэтому его целесообразно применять только в экстренных ситуациях. Наиболее простым и эффективным вариантом является покупка качественных флюсов и припоев, которые обеспечивают надежное, коррозионностойкое соединение без ненужных затрат времени и усилий.







