Затем работник должен проверить герметичность заземляющего провода, гнезда электрода и состояние розеток и вилок, через которые осуществляется подключение к инвертору. Далее следует осмотреть панель управления, в частности, проверить исправность переключателей, тумблеров, индикаторов или кнопок. Если аппарат сильно запылен, его необходимо очистить.
Принцип работы
Сварочный преобразователь для ручной сварки преобразует сетевое напряжение (220 или 380 В 50 Гц) в напряжение, подходящее для поддержания дуги. Это преобразование происходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование многократно уменьшает размер и вес устройства по сравнению с обычными сварочными трансформаторами. Кроме того, электронная схема автоматически регулируется для обеспечения высокой стабильности напряжения и тока. Преобразователь нечувствителен к пикам сетевого напряжения и не вызывает перенапряжения.
Полупрофессиональные и профессиональные модели также оснащены системами, облегчающими зажигание дуги и предотвращающими прилипание электрода.
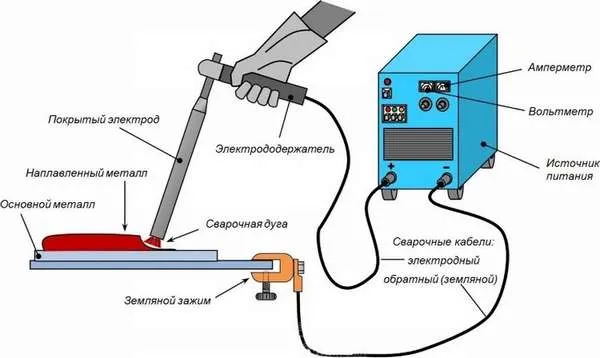
Рабочий ток протекает в цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.

Электродный провод подключается к розетке, провод заземления — к зачищенной части изделия.
Конструкция
Конструкция преобразователя для сварки достаточно сложна, что обусловлено его широкими возможностями и простотой использования.
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.

Бытовые модели весом 5-7 кг могут развивать сварочный ток до 120-150 А, их легко носить на плече. Они могут сваривать сталь толщиной до 4-5 мм.
Самые мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку — их вес достигает 20 кг. Для «новичков» сварочный инвертор — лучший способ научиться сваривать.
Читайте также.
Техника безопасности
Чтобы научиться работать с инверторным сварочным аппаратом, нужно знать, как правильно и безопасно сваривать инверторным сварочным аппаратом. Вы должны использовать средства защиты.
Зона сварки должна отвечать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,

Рабочая зона не должна быть смещена, в ней должны находиться только заготовка, сварочное оборудование, сварочный аппарат и сварщик. Должны содержаться только сварочный аппарат, сварочное оборудование, сварочный аппарат и сам сварочный аппарат, должны удерживаться только сварочный аппарат, сварочный аппарат, сварочный аппарат и сварочное оборудование.
Как варить инверторной сваркой: советы новичкам
В частных домах и коттеджах всегда возникает необходимость что-то сварить. Чтобы не обращаться к профессионалам (и не платить им), можно купить недорогой сварочный аппарат и научиться делать это самостоятельно. Чтобы приобрести эти навыки, рекомендуется покупать сварочные аппараты постоянного тока и особенно сварочные инверторы. Они небольшие и легкие и могут использоваться для высококачественных сварочных работ даже без большого опыта. Не менее важно, что в этой категории есть хорошие аппараты по невысокой цене (5-10 тысяч рублей). Таким образом, инверторная сварка для начинающих — это лучшее, что может предложить рынок на сегодняшний день
Этот аппарат называется инвертором, потому что он преобразует переменный ток сети 220 В в частоту 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. Это устройство имеет высокий КПД: около 85-90 %, и даже при достаточно большой нагрузке счетчик «колеблется» незначительно. В любом случае, вам не придется оплачивать большой счет. Потребление будет немного выше, чем без сварочного аппарата, но не намного.

Большинство инверторных сварочных аппаратов работают от бытовой сети 220 вольт (есть и аппараты на 380 вольт). Это одно из их преимуществ. И они никак не влияют на сеть, т.е. не «экономят» напряжение. Не беспокойтесь за соседей: они даже не заметят, что вы занимаетесь сваркой. Второе большое преимущество заключается в том, что они могут нормально работать даже при низком напряжении. Конечно, нужно обращать внимание на технические характеристики, но при напряжении 170 В на большинстве аппаратов можно работать электродом диаметром 3 мм. Это очень важно, особенно для сельской местности, где низкое напряжение является скорее нормой, чем исключением.
Еще один положительный момент для начинающих — при инверторной сварке дугу легче достать и удержать. И вообще, многие говорят, что сварные швы получаются «мягче», а дугу «легче» держать. Поэтому, если вы хотите научиться варить, попробуйте сначала инверторную сварку.
Основы сварки инвертором
Давайте сначала разберемся в конструкции сварочного инвертора. Нас будет волновать не «начинка», а то, что находится сверху и чем пользоваться.

Этот аппарат представляет собой небольшой металлический ящик, который весит от 3 до 6-7 килограммов в зависимости от мощности. Корпус обычно сделан из металла. Некоторые производители ставят вентиляционные отверстия, чтобы помочь охладить начинку (в основном трансформатор). Имеется ремень для переноски, иногда ручка: ремень надевается на плечо, когда работа требует движения.
На одной из боковых сторон находится выключатель питания или тумблер. На передней панели расположены индикаторы тока и перегрева. Там же находятся кнопки для установки сварочного напряжения и тока. На передней панели также находятся два выхода — «+» и «-«, к которым подключаются рабочие кабели. Один кабель заканчивается зажимом, который крепится к изделию, другой — гнездом для электрода. Разъем для подключения кабеля питания обычно находится сзади. Вот и все.
Покупая инвертор, убедитесь, что кабели достаточно длинные и гибкие, чтобы облегчить работу. Именно на недостаточно длинные и жесткие рабочие кабели больше всего жалуются пользователи популярных сварочных инверторов марки «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом объясняются в этом видео.
Сварка инвертором для начинающих
Как и при любой электросварке, плавление металла происходит за счет тепла дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги электроды подключаются к противоположным полюсам: один к «+», другой к «-«.
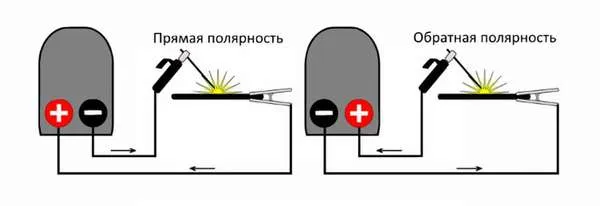
Если электрод подключен к «минусу», а изделие — к «плюсу», это называется «прямым» соединением. Если электрод находится у «плюса», то соединение обратное. Оба варианта используются в сварке, но только для разных толщин металла: обратное — для сварки тонких металлов; прямое — для сварки более толстых металлов (толщиной более 3 мм). Однако это не является неизменным правилом, и иногда бывает наоборот.

В чем практическая причина такого разделения? Физика процесса. Электроды движутся от отрицательной стороны дуги к положительной. При этом они передают свою энергию положительно заряженной поверхности и повышают ее температуру. По этой причине элемент, подключенный к положительному выходу, нагревается сильнее. При сварке металлов достаточной толщины они должны нагреваться достаточно сильно, чтобы обеспечить хорошее качество шва и проплавление. По этой причине на них подается напряжение «+». Тонкие металлы, с другой стороны, могут сгореть из-за перегрева, поэтому подключается «минусовой» выход, который сильнее нагревает электрод, позволяя большему количеству расплавленного металла попасть в шов.
Правильная сварка металла с помощью инвертора возможна только в том случае, если вы можете хорошо контролировать электрод. Для этого необходимо правильно держать подставку. Посмотрите видео, чтобы увидеть, как это делается.
Как при сварке образуется шов
Чтобы понять основы инверторной сварки, давайте рассмотрим, что происходит при формировании сварного шва. Прежде всего, металлический сварочный электрод состоит из металлического сердечника и оболочки — специального покрытия, которое предотвращает контакт зоны сварки с атмосферным кислородом. Подробнее о реверсивном электроде читайте здесь.
Как научиться сваривать металл инвертором
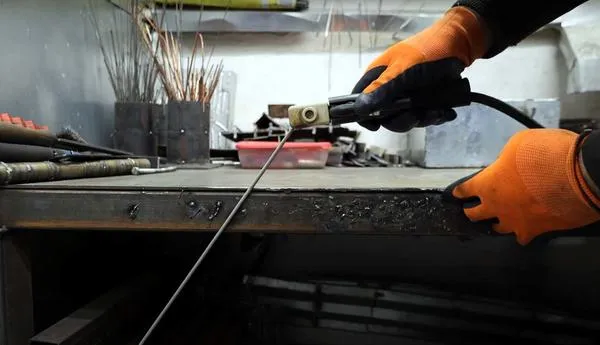
Начните обучение с зажигания дуги. Для этого вам понадобятся сварочная маска и кожаные перчатки, а также плотная одежда и толстые кожаные ботинки для защиты от искр и грязи.
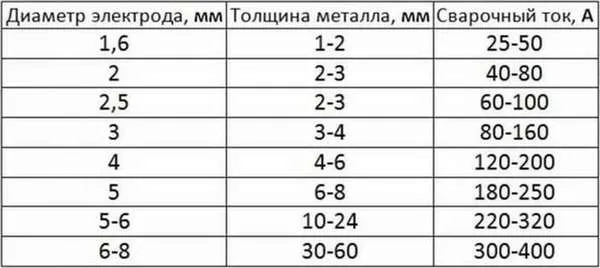
Сначала подключите сварочные кабели. Затем вставьте выбранный вами электрод в электрододержатель (для начала возьмите электрод MP 3 диаметром 3 мм — он легко зажигается и хорошо сваривает). Затем включите питание и установите сварочный ток (см. таблицу). Для электрода диаметром 3 мм устанавливается ток 90-120 А. Ток можно регулировать во время сварки. Если вы обнаружите, что у вас не получается шарик, а только несколько прерывистых полос, увеличьте ток. Если же металл очень жидкий и сварочную ванну трудно перемещать, следует уменьшить ток. Настройки во многом зависят от аппарата и выбранного вами электрода. Поэтому пробуйте, меняйте. После того как вы отрегулировали силу тока, наденьте сварочную маску (новичкам проще работать в маске-хамелеоне), и вы готовы к работе.
Инверторная сварка для начинающих начинается с изучения того, как зажечь дугу. Есть два способа: несколько ударов кончиком электрода по детали или поджигание, как спичкой. Оба метода работают. Используйте тот метод, который вам удобнее всего. Однако убедитесь, что вы проводите по линии шва, чтобы не оставить следов на детали. Чтобы получить стабильную дугу, вам придется некоторое время потренироваться и сжечь несколько электродов.
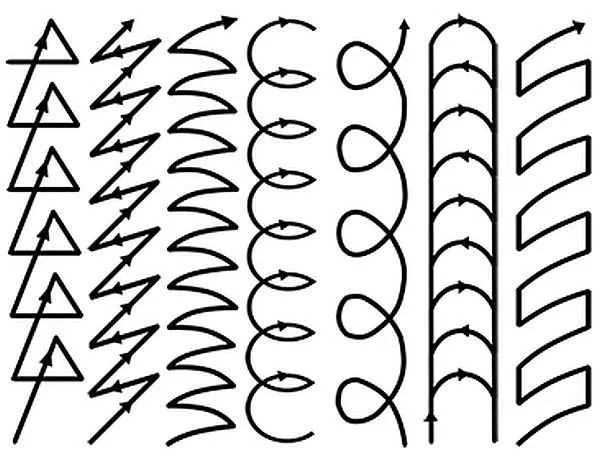
Когда дуга загорится без проблем, можно двигаться дальше — осваивать движения. Для этого положите валики на толстый металл. На металлической пластине проведите мелом линию, которая заменит вам шов. Затем зажгите дугу. В месте удара дуги металл плавится и покрывается пленкой жидкого шлака. Это называется сварочной ванной. Там вы должны переместить его вдоль нарисованной линии. Вы делаете это одним из движений, показанных выше.
Для перемещения ванны электрод необходимо слегка наклонить, под углом примерно 50-45°. У одних угол больше, у других меньше. В целом, наклоняя электрод, вы изменяете размеры (ширину) сварочной ванны. Вы можете экспериментировать: Существует множество различных методов сварки, и единственное, что имеет значение — это высокое качество сварного шва, а как вы этого добьетесь — зависит от вас, тем более что вы будете работать на себя и для себя.
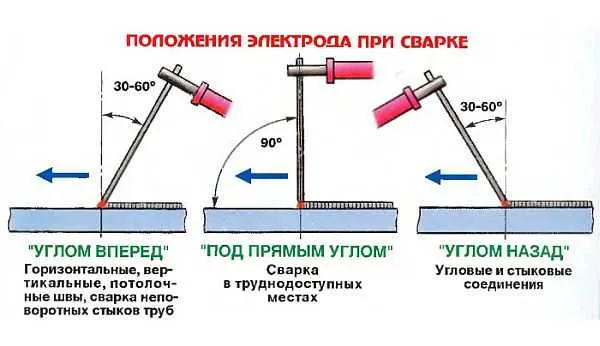
Существует два основных рабочих положения электрода: вперед и назад. Если вы свариваете под углом вперед, вы получите меньше тепла, и шов будет шире. Эта техника используется при сварке тонких металлов. Толстые швы обычно свариваются под обратным углом.
Но угол — не единственный параметр, который необходимо учитывать. Существует также длина дуги. Это расстояние между кончиком электрода и поверхностью заготовки. Средняя дуга составляет 2-3 мм, малая — 1 мм или около того, большая — 5 мм или более — до тех пор, пока она не оборвется. Потренируйтесь сначала с дугой средней длины. Удерживайте ее в металле до 2-3 мм. Тогда сварной шов будет ровным и более качественным: Если расстояние слишком большое, дуга начинает скакать, нагрев металла недостаточен, шов становится грязным, соединение ненадежным. При короткой дуге возникает другая проблема — сварной шов получается слишком кривым из-за слишком маленькой зоны нагрева. Это тоже не очень хорошо, потому что образуются подрезы — канавки вдоль шва в заготовке — которые снижают прочность соединения.
О технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
Первое, что я сделал перед началом работы, был сварочный стол. Я использовал старое железо, которое досталось от старой мебельной столешницы, которая жила у меня дома давным-давно. Об этом есть целая история. Я положил доску на толстый ствол дерева перед домом, чтобы 10-метровый удлинитель мог дотянуться до сварочного аппарата. Я зажал заготовки струбцинами.
Я подключил сварочный аппарат к розетке через удлинительный кабель длиной 10 метров (2 кВт). Я считаю, что лучше взять более короткий и мощный удлинительный кабель. Честно говоря, мне было лень идти в сарай искать его. Подключите кабель заземления и штекер электрода к машине. Подключите второй кабель заземления к заготовке. На задней панели станка есть выключатель. Нажмите его и подождите несколько минут, пока станок нагреется.
Какую силу тока следует установить? Начните со значения, указанного на упаковке электрода. Регулятор тока находится на передней панели сварочного аппарата. J
Возникает закономерный вопрос: где соединить плюс и минус? В принципе, сваривать можно как угодно. Но если «плюс» приклеен к свариваемым деталям, металл лучше нагревается. В моем случае, когда я свариваю тонкостенные профили, лучше всего прикрепить «минус» к заготовке, а «плюс» к электроду. Так меньше вероятность того, что заготовка сгорит.

Свои первые металлические профильные изделия я сваривал на таком сварочном столе. Я тогда еще ничего не понимал в волшебном заклинании «держи ванну». Фото автора
Конечно, я не мог много практиковаться, но руки чесались сварить что-нибудь, что в этом нуждалось. Я начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм. Я немного поэкспериментировал с различными значениями силы тока. При 80 А он легко сгорел. Пришлось научиться делать отверстия. Я уменьшил ток до 70 А — отверстия стали меньше.

Казалось, что прибор держит дугу. К сожалению, я не измерил ток, с которым он работал. Фото автора
Мне понравилась маска-хамелеон: Стекло внутри темнеет, когда появляется искра. Я пробовал это сделать со старой маской несколько лет назад. Я вообще ничего не смог увидеть и отказался от этой затеи.
У меня были некоторые сомнения, сможет ли устройство выдать указанный ток. Но дуга возникла, и аппарат держал дугу. После сварки трех табуреток я почувствовал, что приобрел навык.

Табуреты имеют металлическое основание. Сиденье сделано из фанеры 18-го калибра. Фото автора
После трех табуреток у меня появилась идея сварить гриль из старого баллона. Для этого мне не потребовалось особых навыков, я просто приварил ножки к цилиндру. Затем я сварил еще несколько табуреток.
Инструкция от профи
При сварке я старался следовать рекомендациям опытного сварщика Ивана. На мой взгляд, они очень разумны.
Как вставить электрод в держатель?
При сварке на столе, если зажать электрод у основания опоры под углом 90°, он начинает плавиться. При коротком электроде ручка касается стола или заготовки, и это заставляет менять угол сварки.
При коротком электроде ручка начинает мешать углу удержания. Фотография из 100-амперного канала
Этого можно избежать, закрепив электрод на держателе под углом 45°.
Электрод зажимается под углом 45° — ручка больше не мешает. Фотография из канала «100 ампер»
Здесь вы спокойно держите электрод под нужным углом, пока конец и ручка не перестанут мешать.
Как правильно варить?
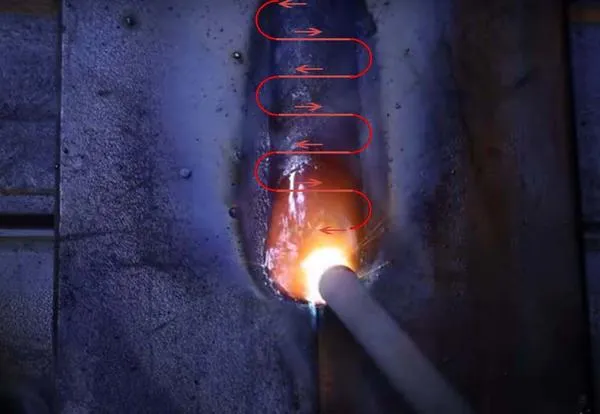
Электрод следует держать на минимальном расстоянии от заготовки. Наклоните шов назад (к себе) и сделайте змеевидное движение электродом.

Слегка придерживая электрод за концы, нагрейте металл.
Схема движения электрода. Фото с канала «100 Ампер».
Рекомендуемый угол наклона электрода — 65°. Такой угол необходим для удаления шлака. В принципе, можно сваривать и под углом 90°.
Электрод удерживается под углом 65°. Сварной шов получается идеальным. Фото с канала «100 Ампер».
Не рекомендуется вести электрод по большой дуге, она должна быть минимальной. (Дуга — это расстояние между электродом и изделием).
Старайтесь соблюдать минимальное расстояние. Фото с канала «100 Ампер».
Идеальным считается расстояние около одного миллиметра, но здесь, конечно, все зависит от руки сварщика. Во время сварки расстояние, естественно, меняется: иногда оно становится больше, иногда меньше. И искусство сварщика заключается в том, чтобы держать электрод на минимальном расстоянии. Если увеличить расстояние, например, до 5 мм, дуга прерывается, и сварной шов становится неровным.
В принципе, электрод можно наклонить и вперед, но тогда поддерживать минимальное расстояние становится еще сложнее.
Если угол слишком крутой, т.е. электрод установлен под углом 30°, дуга нагревает металл менее глубоко, и большая часть тепла уходит в сам шов.
Если угол электрода крутой, металл сваривается на меньшую глубину. Фотография из 100-амперного канала

Вариант с острым углом очень удобен при сварке тонкостенных деталей (например, секционных труб с толщиной стенки 1,5 мм).
Сварка тонкостенных труб. Фото с канала «100 Ампер».

Сварка под острым углом значительно снижает риск прожога трубы. Электрод третий — ток 65 ампер.
Эффект очевиден. Фото с канала «100 ампер».

На этом, собственно, фокус заканчивается — остальное дело практики. Чтобы сделать такой шов, мне еще придется потратить много времени на практику. Но я воплотил свои идеи в жизнь — и сварил гриль из старого баллона, и новый стол для кухни, а табуретки служат уже год. Так что я могу смело сказать, что уже могу сварить профильную трубу!
Инвертор, используемый для ручной дуговой сварки, подает постоянный ток. На передней панели аппарата есть два гнезда «+» и «-» для подключения кабелей.
Выбор полярности при сварке инвертором
При прямой полярности «минус» подключается к «минусу», а «плюс» — к «контакту». При обратной полярности гнездо электрода подключается к «плюсу», а «минус» — к «земле зажима».

Что касается выбора между этими двумя вариантами, то в теории (учебники) и в некоторых случаях считается, что при «прямой полярности» металл плавится и нагревается лучше. На практике, d
При контакте с индикатором «+» выделяется больше тепла и, следовательно, сварной шов получается более глубоким при подключении к нему приемника (обратная полярность). Поэтому вариант se идеально подходит для сварки толстостенных металлов (листов, профильных труб, профильных труб, уголков толщиной 4-5 мм). Соответственно, тонкие материалы (максимум 1,5-2 мм) соединяются с прямой полярностью, так как в противном случае в них могут появиться отверстия из-за пробоя стенки.
Это можно проверить практическим путем. Для этого возьмите инвертор, установите сварочный ток на 100, подключите к клеммам заземление и гнездо электрода и попробуйте разрезать лист толщиной 4-5 мм (арматуру или уголок). Сделайте это сначала на прямой полярности, затем на обратной, но при том же токе и тем же электродом (диаметром 3 мм). Результат покажет, что во втором случае процесс идет гораздо быстрее.
Инверторная сварка для начинающих начинается с азов. Сначала нужно изучить принцип работы и электроды заготовки. Далее нужно определить границы электросети того места, где вы хотите работать, оборудовать место и продумать, как подключить силовой кабель для питания аппарата.
Пошаговая инструкция по сварке инвертором для начинающих
Затем начинающий мастер для инверторной сварки должен подготовить тонкий металл (конструкционный или листовой металл небольшой толщины), пакет электродов диаметром 2-3 мм основного покрытия, металлическую щетку для зачистки поверхностей заготовок и швов.
Качество сварки во многом зависит от того, насколько правильно подобран трансформатор тока. Если вы новичок в этом деле, лучше воспользоваться специальными таблицами, прилагаемыми к каждому аппарату, в которых указаны значения для диаметра электрода и толщины металла.
Шаг 1. Настройка силы тока
Нужная сила тока устанавливается поворотом поворотной ручки после включения преобразователя. Шкала значений находится в разных местах на каждом приборе, частично на передней панели на дуге поворотной ручки, частично на цифровом дисплее.

Однако следует помнить, что установленное значение тока может не соответствовать потребности и должно быть отрегулировано во время пробных сварных швов для получения более качественных швов.
Конец электрода, т.е. неплавящаяся часть (20-30 мм), присоединяется к разъему, через который пропускается сварочный ток. На сегодняшний день наиболее часто используемыми держателями электродов являются «одежные прищепки» (держатели, у которых внутренние губки подогнаны под стержень электрода). Они очень просты в использовании и обеспечивают быструю замену электродных колпачков на новые электроды и их надежную фиксацию.
Шаг 2. Подключение электрода
Сварочная дуга генерируется двумя способами. Первый заключается в том, что электрод (наконечник), удерживаемый вертикально, касается поверхности металла и отодвигает его на несколько миллиметров. Второй способ называется «колоть», потому что движение похоже на зажигание спички, когда головку проводят по боковой стороне коробки.
Шаг 3. Розжиг дуги
С преобразователями зажечь электрод гораздо проще, поскольку они имеют встроенную функцию «горячего старта». При касании металлической поверхности генерируется импульс высокого тока, и значение тока возвращается к номинальному, когда образуется дуга.
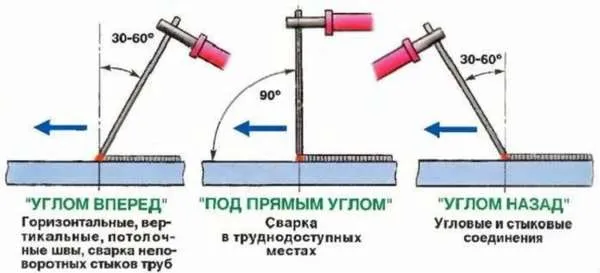
При перемещении электрода вдоль поверхности нет никакой разницы между ручной и инверторной сваркой. Всего существует три типа наклона. Наиболее распространенная техника инверторной сварки для начинающих — сварка с наклоном вперед.
Шаг 4. Передвижение и наклон электрода при сварке
При работе в труднодоступных местах или в ограниченном пространстве положение электрода обычно вертикальное. Однако этот метод требует от работника высокого мастерства и поэтому не подходит для начинающих, хотя свойства инвертора частично компенсируют некоторые ошибки. Для стыков и углов сварка обычно выполняется в обратном направлении.
Ниже приведены несколько советов по сварке углов на столбах — одной из самых распространенных сварочных работ.
Советы начинающим сварщикам
Во-первых, необходимо вооружиться реверсивным сварочным аппаратом для домашнего использования:
Наиболее распространенным электродом, используемым в домашних условиях, является электрод «три», хотя стандартные инверторы могут тянуть и электрод «четыре», что вполне адекватно. Сила тока является переменной, и нужное значение можно выбрать в процессе сварки, чтобы установить оптимальный режим работы. Следует помнить, что при слишком низком значении электрод будет прилипать, а при слишком высоком может появиться отверстие.
- Лучшие электроды для сварки инвертором для начинающих те, что имеют диаметр 2,5 мм – это оптимальный размер.
- Начиная сверху, сварной шов нужно вести восьмерками вниз с шагом максимум 1 мм.
- Варить металл лучше не сразу, то есть не от начала до конца, а в первую очередь сделать несколько прихваток, что позволит избежать деформации материала из-за нагрева разных сторон.
- Если после того как вы сварили изделие и отбили шлак, образовались пустоты, то необходимо проварить данные места повторно.
- Отбивая шлак, обязательно надевайте защитные очки или сварочную маску хамелеон.

Задача сварщика — соединить края двух компонентов вместе и приварить расплавленный металл электродного стержня к шву.
При сварке стального уголка к металлическому столу лучше не просить никого помочь вам держать рабочий тюк, так как это может привести к ожогам глаз (слизистых оболочек или сетчатки) и кожи от брызг расплавленного металла. Лучше всего использовать магнитные уголки или зажимы.
Чтобы подобрать оптимальную силу тока для сварки, воспользуйтесь следующими советами.
Возьмите кусок металла и начните сварку при высокой силе тока. Если образуются отверстия, необходимо уменьшить силу тока. Так можно подобрать ток, при котором металл не горит. Никаких секретов инверторной сварки здесь нет, главное для начинающих — практика и опыт, который приходит со временем.
Для практики можно использовать ржавые куски металла и работать на них. Возможно, достаточно будет прокалить несколько электродов на ржавых гвоздях, чтобы получить возможность сваривать хороший металл.
Перед началом сварки обязательно очистите детали, швы от краски и ржавчины на чистой поверхности.
Рекомендуемые статьи
Вертикальная инверторная сварка для начинающих сложна, но если вы научитесь делать хороший шов в этом положении, то горизонтальная сварка будет идеальной.
Вот несколько рекомендаций:
Причина проста: при смене полярности выделяется больше тепла, что улучшает сварной шов. Вы можете проверить это, попробовав разрезать металл сварочным аппаратом. При одинаковых настройках и расходных материалах металл легче резать при обратной полярности (попробуйте).
- Никогда не работайте отсыревшими электродами или теми, у которых отбита обмазка. Хранить их следует вдали от влаги, а если все же необходимо высушить, то сделать это можно либо в духовке, либо в электрической печи.
- Чтобы научиться качественной сварке, нужно тренироваться, поэтому чем больше вы используете электродов и металлических заготовок, тем лучше будут швы. Начав работать с забором из профнастила, через некоторое время вы сможете взять на себя более сложные задачи (сварку теплиц, арок, калиток, распашных и откатных ворот, козырьков над домами, а также приспособлений и инструментов, использующихся в быту).
Прямая или обратная полярность
- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Не знаете, как переключиться на прямую или обратную полярность? В первом случае подключите держатель к отрицательному полюсу, а прищепку для одежды — к положительному, во втором случае — к обратному полюсу.
*Важно: Для некоторых металлов используется только обратная полярность. Примером может служить алюминий, физико-химические свойства которого делают эту процедуру очень сложной.

В информационных материалах часто указывается, что ММА-инвертор не подходит для алюминия. На самом деле для этой работы лучше подходят аргонодуговые аппараты, но они дорогие и не у всех есть. Для домашнего использования покупать такой аппарат не имеет смысла, поэтому прибегают к инвертору ММА.
Сварка алюминия электродуговым инвертором
1. для сварки алюминия нужны специальные электроды. Существуют универсальные варианты, а также типы, предназначенные исключительно для чистого металла. Выбирайте расходные материалы тщательно, чтобы не беспокоиться о потере времени.
*Вам необходимо улучшить качество сварного шва? Тогда стоит подумать о добавках сплава в корпус электрода. Марганец используется для повышения коррозионной стойкости, кремний (снижает плавление, но способствует свариваемости) и магний для прочности. Если смешать добавки, то получится дополнительный эффект. Таким образом, магний и кремний образуют жаропрочный сплав. 2.
2. тщательная очистка перед сваркой необходима. Чаще всего на поверхности обнаруживается слой оксида алюминия, который затрудняет процесс из-за высокой температуры плавления (2037°C). Поэтому подготовка (зачистка) является обязательной частью работы с алюминиевыми фитингами.
3. процесс осуществляется при постоянном токе и обратной полярности. Только при этих условиях возможно расщепление оксидного слоя катодным напылением.

Теперь давайте немного поговорим об основных проблемах при работе с дуговым преобразователем на алюминиевых деталях. Основных проблем четыре:
Любой современный инвертор можно использовать для резки металла при условии, что сила тока достаточна. Любой современный дуговой сварочный аппарат можно использовать для резки? Убедитесь, что у вас есть запас сварочного тока в 20-50%.
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- К оэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва . Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Для резки металла вы можете использовать специальные электроды или другие распространенные расходные материалы. Для сварки металла вам потребуется более высокая сила тока, чем для сварки.
Также обязательно нужно работать с обратной полярностью, о чем мы уже упоминали. Благодаря такому подключению достигается максимальный нагрев. Еще одним важным моментом является тип управления — электрод должен перемещаться «по диагонали вперед».
Чтобы было понятнее, приведем пример. Допустим, у нас есть кусок стали толщиной 20 мм. Чтобы разрезать его сварочным инвертором, нам нужен электрод «тройка» и ток в диапазоне от 150 до 200 А. Последний можно регулировать в процессе работы, выбирая оптимальное значение.







