Постоянный или статичный упор устанавливается на станине и состоит из основания и откидной крышки, которая вращательно крепится к основанию. Опоры выполнены в виде кулачков, 2 из которых крепятся к основанию, а верхний — к крышке.
Обзор разновидностей люнетов для токарных станков
Уступ — это дополнительная принадлежность станка, которая служит в качестве первичной или вторичной опоры при работе с заготовками. Он часто используется для стабилизации заготовок и предотвращения их разрушения или деформации. Существует несколько типов токарных тисков, и каждый из них по-разному влияет на обработку заготовок. В этой статье мы проанализируем все функции этого компонента, его преимущества и недостатки.
Статичный люнет и его строение
- основание;
- крышка на шарнирном креплении.
Для функционального крепления крышки в конструкции устройства предусмотрен шарнирный винт со специальной головкой. Для фиксации на нижней стороне листа и на крышке листа имеются три кулачка. Регулируя их, оператор машины может адаптировать устройство к размерам обрабатываемых заготовок. Для этого предусмотрены специальные винты.
Опоры для листов предпочтительно изготавливаются из чугуна. Чтобы губки не повредили особо хрупкие заготовки, они имеют специальное защитное покрытие (обычно бронзовое).
Некоторые производители выпускают устойчивые опоры с защитным покрытием на губках одновременно. Но не только заготовки страдают от потускнения, сами кулачки также изнашиваются в процессе работы. По этой причине их также изготавливают из особо прочных сплавов.
Установка неподвижного каркаса происходит в несколько этапов:
- Зафиксировать обрабатываемую деталь в центрах станка.
- Предварительно настраивают все три кулачка прибора.
- Шейку заготовки подтачивают в месте соприкосновения с кулачками люнета.
- Фиксируют заготовку для работы.
Следует отметить, что не всегда необходимо сначала обрабатывать горловину заготовки. Если заготовка уже предварительно обработана или имеет фиксированные размеры, то токарная обработка не требуется.
Подвижный люнет и его строение
Это устройство расположено на продольной направляющей станка. Благодаря такому расположению мобильное стационарное устройство совершает движения по той же траектории, что и станок. Это уменьшает давление, оказываемое токарным станком на заготовку. Мобильный тип также имеет свою классификацию:
- По системе зажимов. Существуют роликовые и кулачковые системы фиксации. Крепление при помощи роликов обеспечивает удобное скольжение заготовки во время выполнения работ, в то время, когда кулачковые обеспечивают лучший контроль над положением детали.
- По специфике обработки. Для шлифовки, обточки или создания подшипников могут использоваться разные типы приборов.
- По типу настройки фиксаторов. В данных устройствах кулачки или ролики могут настраиваться вручную или при помощи гидравлического привода.
- По количеству фиксаторов. Большинство приборов производятся с тремя кулачками, но есть модели и с большим количеством фиксаторов.
Подвижная опора крепится к суппорту и используется, когда необходимо чистовое точение или нарезание резьбы в длинных заготовках. Как и стационарный неподвижный суппорт, он может устанавливать заготовки совершенно разных диаметров благодаря регулируемым кулачкам.
Максимальный диаметр обрабатываемой заготовки зависит от модели и составляет от 20 до 250 мм. Ключевые элементы конструкции неподвижного упора следующие
- Откидная крышка.
- Заготовка для обработки.
- Колодки.
- Винты для установки.
- Корпус.
Область, где заготовка соприкасается с держателями неподвижного упора, должна быть отшлифована перед началом обработки заготовки. Кулачки следует зажимать равномерно и медленно, чтобы обеспечить надежный и равномерный зажим. При правильном зажиме заготовка остается неподвижной даже при очень высоких нагрузках. По окончании работы кулачки постепенно отводятся или открывается крышка станка.
Что это такое?
Машины выполняют множество полезных функций и являются самой сутью современного мира, гораздо более важной, чем политические институты, платежные системы и религиозные догмы. Но даже эти устройства «в чистом виде» редко могут выполнять свою функцию наиболее эффективным и трудосберегающим способом. Очень важную роль играет «внешняя проводка», наличие различных компонентов. От них также зависит безопасность и простота использования.
Седло токарного станка, особенно на токарных станках по металлу и дереву, выполняет очень важные функции. Прежде всего, оно служит в качестве вспомогательной опоры. Без прочной опоры большие и тяжелые заготовки было бы гораздо труднее обрабатывать. Некоторые из них было бы даже невозможно обработать. Другим важным моментом является устранение изгиба.
Длинные заготовки могут прогибаться под собственной нагрузкой. Только дополнительные точки крепления позволяют работать правильно, без ошибок и прогибов. В стандартной комплектации пластины оснащены специальными роликами, которые обеспечивают выполнение ими своей функции в процессе производства. Синель особенно важна, когда длина заготовки в десять и более раз превышает ее ширину. Тогда физической прочности и жесткости самой конструкции недостаточно, чтобы предотвратить изгиб.
Обзор видов
Очевидно, что разработчики стандартов качества не могли обойтись без такого важного средства производства. Более того, одновременно были разработаны 2 разных национальных стандарта. Оба они были приняты в 1975 году. ГОСТ 21190 относится к цилиндрическим молоткам. ГОСТ 21189 описывает призматические льняные лопатки.
Оба типа оборудования так или иначе устанавливаются на токарно-револьверных станках (официальное название токарного станка).
Статичные
С практической точки зрения, однако, более важно другое различие: между мобильными и фиксированными типами. Стабильное фиксированное крепление может быть очень выгодным. Оно обеспечивает превосходную точность при перемещении. Оно гасит все вибрации, возникающие при нормальной работе машины. Оно крепится к основанию с помощью плоской пластины. Детали скрепляются винтами.
Как правило, стационарный узел оснащен 3 цилиндрами (или 3 распределительными валами). Один используется в качестве верхнего упора. Оставшаяся пара служит в качестве бокового звена. Этот тип соединения очень стабилен и надежен. Оно не расшатывается даже при сильных механических нагрузках.
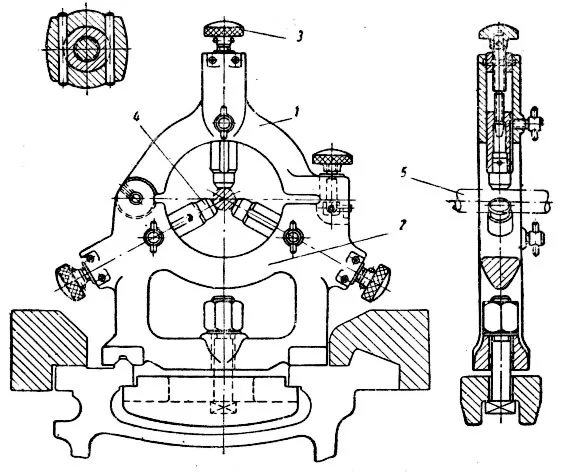
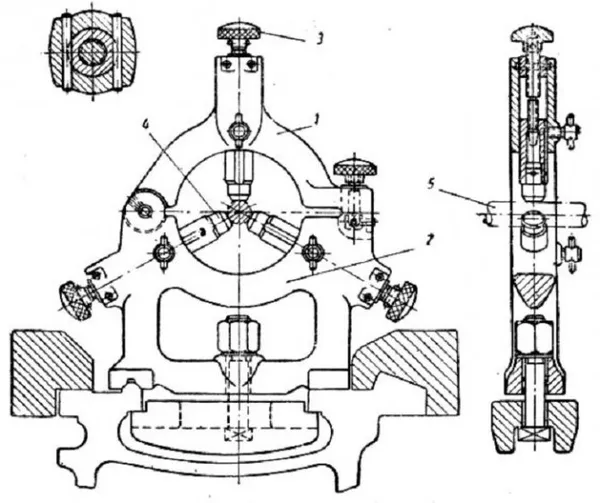
Все детали, кроме основания, входят в комплект:
- откидываемый болт;
- винт для фиксации;
- планка прижима;
- механизмы управления винтом;
- шарнир;
- специальная гайка;
- откидываемая крышка;
- особые головки.
Подвижные
Мобильная клетка также является бетонным основанием. Мобильное основание также является специальной скамьей. Это устройство изготовлено из одной детали. Сравнение с вопросительным знаком дает достаточно полное представление о его форме. Мобильная версия обычно имеет два опорных кулачка — верхний и боковой; вместо третьей опоры используется сам резец.
Стоит рассмотреть и другие критерии, по которым могут отличаться ножи. Как правило, фурнитура — чугунная.
Их использование предотвращает деформацию хрупкой и механически неустойчивой детали. Кулачки нанизываются на губки и подбираются производителем индивидуально. Кулачки изготавливаются из твердого металла для предотвращения преждевременного износа.
В дополнение к кулачковой системе может использоваться уже упомянутая роликовая система. Кулачки позволяют лучше контролировать позиционирование заготовки во время работы. Ролики, с другой стороны, облегчают скольжение (перемещение) заготовки. Все зависит от приоритетов покупателя. Кроме того, обратите внимание на следующее:
- предназначение (обточка, шлифование металла, выработка подшипников);
- число фиксирующих элементов (иногда их бывает не 2 или 3, а больше, что повышает надежность крепления, но и усложняет конструкцию);
- метод регулировки фиксаторов (ручной способ либо специальный гидравлический аппарат);
- внутренний диаметр;
- размеры обрабатываемой детали.
Подвижный шарнир, который крепится к каретке. Он используется, когда необходимо сформировать на кулачке прижимную поверхность. Этот узел также подходит для особо чистого точения. Регулируя кулачки, можно устанавливать насадки различных размеров. Иногда их сечение может достигать 25 см.
Подвижные неподвижные опоры подходят для особо точной обработки. Их преимущества также заключаются в следующем:
Как установить и настроить?
Эта обработка влияет на эффективность последующей операции едва ли не больше, чем свойства самого белья. По этой причине данную операцию следует выполнять с максимальной осторожностью. В большинстве случаев бант приводится в нужное положение с помощью винта. Это важно до центрирования изделия. Любые упоры, как кулачки, так и ролики, должны быть ввинчены до упора в основание.
Затем необходимо наклонить подвижную часть панели. Для этого пригодится специальный шарнир. Сделав это, закрепите заготовку на станке. Затем нужно разместить часть заготовки в том месте, где она впоследствии будет соприкасаться с неподвижной опорой. Затем закройте крышку.
Чтобы предотвратить случайное открытие, она прижимается к основанию специально подготовленным болтом. Следующий шаг — выдвижение кулачков или регулировка цилиндров. Здесь диаметр зазора подгоняется под сечение заготовки. Правильно выровненные части кулачков упираются в заготовку.
Важно проверить, чтобы при вращении она поворачивалась равномерно.
Можно выровнять устойчивый упор на токарном станке:
- применяя юстированную заготовку с точно заданными параметрами;
- используя стальной кругляк;
- с задействованием стоечной части, в которую вмонтируют микрометр.
Первый вариант означает, что деталь должна быть тщательно зажата на обрабатывающих центрах. Кроме того, важна повышенная точность окружности, особенно в местах соприкосновения с ободком. Это означает, что отверстие должно быть просверлено заранее. Прецизионные калибры необходимы, когда компоненты должны быть помещены под зенковку до того, как к ним получат доступ технические специалисты. В повседневной производственной практике установка отверстий таким образом не всегда практична. По этой причине было разработано альтернативное решение, в котором используются круглые стальные заготовки. В этом случае проверяется, можно ли ее свободно повернуть. Вращение должно происходить свободно. Лишние нагрузки и вибрации во время работы должны быть полностью исключены.
Сенаж можно использовать только в том случае, если геометрия заготовки идеальна. Заготовки с непоправимо искаженными параметрами обрабатывать нельзя. Сначала необходимо подвести нижние губки под заготовку. Расстояние по всей длине должно быть определено с помощью измерительного прибора. Расстояния должны быть как можно более равномерными.
Если неподвижная опора используется не для черновой, а для чистовой обработки, то установка производится следующим образом:
- определяют необходимую точку на детали;
- замеряют нужное сечение;
- фиксируют оправку в передней бабке;
- выставляют приспособление точно по ней;
- сняв оправку, ставят вместо нее необходимую деталь;
- люнет ставят так же, как и прежде, следя за его строгой параллельностью по отношению к тому месту, где он был настроен согласно оправке.
Достоинства и недостатки устройства
Правильно расположенная устойчивая опора значительно повышает точность работы, обеспечивает целостность деталей, облегчает работу оператора и обеспечивает безопасность. Она расширяет максимальные и минимальные параметры обрабатываемых деталей и обеспечивает дополнительные углы для фиксации заготовок. Устройство надежно и просто в эксплуатации
Подвижное седло легче регулировать, а неподвижное седло обеспечивает большую точность. Сначала тщательно проверьте, надежно ли установлена заготовка. Обратите внимание на посадку кулачков.
Рекомендации по использованию
Перед покупкой или использованием станка необходимо ознакомиться с важными моментами:
- место соприкосновения фиксатора с деталью обтачивают только при черновой работе. Если у заготовки фиксированный размер или поверхность ее уже обработана, предварительную обточку проводить не надо;
- в случае чистовой работы и необходимости надежного крепления детали, можно воспользоваться специальным валиком — накладкой цилиндрической формы. Он должен быть таким же диаметром, как диаметр обрабатываемой заготовки в месте, где она соединяется с кулачками. Одну часть накладки фиксируют в приборе, другую — в патроне станка;
- работая с длинными и тонкими деталями , не всегда имеется возможность проточить предварительно шейку. В таких случаях следует делать несколько временных шеек, с наибольшим приближением к передней бабке;
- резец станка лучше настроить с отрицательным углом , в ином случае он может отталкивать от себя деталь. Вследствие этого точность обработки снизится.
Конструкция и установка подвижных люнетов
Неподвижный суппорт расположен на продольной направляющей станка. Такое положение позволяет ей двигаться по той же траектории, что и станок. Это уменьшает давление, оказываемое токарным станком на заготовку. Подвижный тип также имеет свою классификацию:
- по системе зажимов различают кулачковые и роликовые системы фиксации. При помощи кулачкового крепления обеспечивается лучший контроль над положением детали, роликовое крепление помогает удобно скользить заготовке при выполнении работы;
- по специфике обработки: разные типы приборов используют для обточки, шлифовки, и создания подшипников;
- по количеству фиксаторов: в основном такие приборы производят с тремя кулачками, однако, есть модели, у которых количество фиксаторов больше;
- по типу настройки фиксаторов: кулачки или ролики в данных устройствах могут настраиваться при помощи гидравлического прибора или вручную.
Подвижная планка крепится к ползуну. Она используется, когда необходимо создать резьбу на кулачках или выполнить чистовую токарную операцию. Благодаря регулируемым кулачкам подвижная оснастка, как и неподвижная, может работать с заготовками совершенно разных диаметров.
Выделим некоторые преимущества
- Производится отечественным производителем;
- Имеет довольно не большой вес, компактен;
- В основе разработки бесцентровый метод;
- Сверхточный прибор, способный измерять округлости деталей.
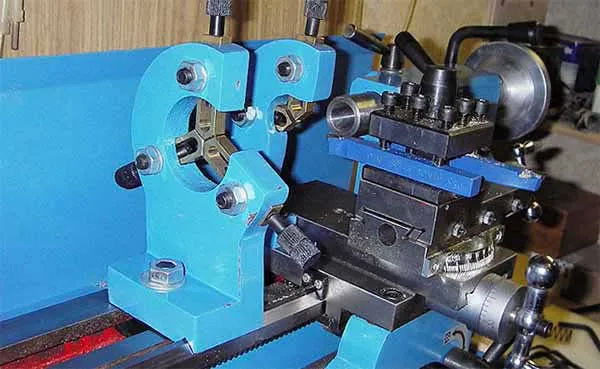
Вот несколько фотографий, показывающих, как неподвижные приспособления выглядят в действии.
Чертеж люнета (общий вид)
Благодаря масштабированию осей неровности поверхности уменьшаются в 4-16 раз.
Таблица токарных люнетов
Номера чертежей, маркировка
По какому принципу выбирать
При выборе держателя модели необходимо учитывать несколько факторов. Прежде всего, технические характеристики — внутренний диаметр основания каркаса, габариты и вес, предельные диаметры (минимальный и максимальный диаметры) заготовки, рекомендуемая длина заготовки, тип приспособления.
Важно наличие защитного кожуха и специального покрытия для изнашиваемых деталей. Тип станка и вид токарных работ определяют тип необходимого крепления (подвижное или неподвижное).
Плюсы и минусы
Основные преимущества использования линий:
- расширение возможностей токарного станка;
- повышение точности обработки;
- снижение количества брака;
- простота использования (установки и настройки);
- повышение безопасности для обслуживающего персонала.
Следует отметить, что мобильное линейное крепление проще в настройке, в то время как стационарный вариант обеспечивает более высокую точность обработки и позволяет обрабатывать более длинные и крупные заготовки.
Существенных технических недостатков у боксов нет. Недостатки связаны с неправильным позиционированием и неточной установкой приспособлений, поэтому необходим тщательный контроль установки приспособлений и фиксации самой заготовки.
Производительность и стоимость
Основными недостатками, отмеченными многими экспертами, являются влияние на производительность токарной обработки и необходимость дополнительных затрат.
Снижение производительности связано с затратами времени на установку и регулировку неподвижных опор. Требуется тщательная регулировка и многочисленные проверки. В некоторых случаях требуется предварительная обработка заготовки в месте зажима.
Другим важным моментом являются экономические затраты, вызванные относительно высокой стоимостью приспособлений. Они зависят от типа оснастки, модели, производителя, технических возможностей, используемых материалов, наличия защитных покрытий и других факторов.
Стоимость мобильных моделей несколько ниже, чем стоимость стационарных лесов той же категории. Так, цена мобильных установок колеблется от 1100-1300 рублей за простые изделия до 4500-4800 рублей за высококлассное белье.
Стационарные модели продаются по цене от 1800 до 6500 рублей.
Изготовление своими руками
Если у человека нет возможности приобрести аксессуар в магазине, можно попробовать собрать ободок для токарного станка своими руками. Пошаговая инструкция по изготовлению самодельного упора:
- Изначально необходимо найти чертежи конструкции в интернете. Подготовить инструменты, материалы, расходники. Если речь идет про обработку металлических заготовок, покупные модели изготавливаются из чугуна. Для самоделки подойдет стальной лист, профильная труба.
- Из листа нужно вырезать круглое основание, которое должно иметь отверстие под заготовку. Его диаметр должен быть больше обрабатываемых деталей.
- Фиксаторы для люнетов нужно делать из больших болтов.
- Опорные элементы для перемещения самоделки по оборудованию изготавливают из подшипников качения.
- Когда конструкция будет собрана, оператору требуется выставить ее ровно относительно заготовки.
Крепление ободка для токарного станка — это отдельный процесс, который требует внимания. Пошаговая инструкция:
- Фиксирующие упоры, кулачки, ролики выкрутить на максимум.
- Открыть шарнир.
- Закрепить заготовку в оборудовании.
- Закрыть шарнир, выставить кулачки на диаметре обрабатываемой детали.
Попробуйте повернуть его вручную. Кулачки не должны зацепляться за металлическую поверхность.
Как изготовить своими руками
Импровизированные конструкции могут удешевить держатель токарного станка. Можно предложить вариант на основе фланца трубного соединения (диаметр: 20 см снаружи, 11 см внутри).

В качестве кулачков используются три болта с резьбой М14 длиной 15 см. На них формируется ручка, а снизу крепится медный колпачок с отверстием диаметром 14 мм.
Фланец гравируется в 3 секторах (по 120 градусов каждый). Отверстия сверлятся по направлению к центру окружности. Привариваются гайки М14, в которые вкручиваются резьбовые шпильки.
Основание для крепления к станку состоит из уголка 100 мм (толщина стали не менее 10 мм). Он приваривается к фланцу.

Читайте также: Заметка на тему: легкие металлы (День науки)
В основании просверливаются отверстия для крепления детали к стандартной монтажной пластине головки.







