Этот газ является предпочтительным для полуавтоматической сварки «черных» (низкоуглеродистых, низколегированных и т.д.) сталей. Причина в том, что CO2 дешев и может быть найден даже в отдаленных населенных пунктах.
Какой газ используется для сварки полуавтоматом

В принципе, полуавтоматическая сварка мало чем отличается от обычной дуговой сварки. В ее основе лежат те же физико-химические процессы. Между электродом и рабочей поверхностью создается разность потенциалов, и возникает дуга. Она нагревается до температуры, достаточной для расплавления металлов.
Единственное существенное отличие заключается в том, что здесь нет электродов, а есть специальная сварочная проволока, намотанная на катушку. Это означает, что сварщику не нужно останавливаться и менять проволоку, когда закончилась предыдущая. Это ускоряет процесс сварки, и сварка происходит плавно и без перерывов.
При работе с полуавтоматическими сварочными аппаратами MIG/MAG необходимо использовать защитные газы или их смеси. Они предотвращают проникновение влаги и других элементов воздуха в сварочную ванну. Другие полезные материалы:
Технология сварки
Перед началом работы зону сварки необходимо очистить от грязи и ржавчины с помощью специальных щеток или наждачной бумаги. Когда общая подготовка завершена, подается защитный газ, и только после этого зажигается дуга. Проволока подается с помощью специальной ручки и должна удерживаться перпендикулярно основному материалу. Кроме того, между свариваемыми деталями должно сохраняться небольшое расстояние, размер которого регулируется в зависимости от толщины металла.
| Диаметр проволоки, мм | Толщина детали, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч | Вылет электрода, мм | Расход газа, л/мин |
| 0,8 | 1-2,5 | 70-150 | 17-21 | 20-35 | 7-9 | 6-7 |
| 1,0 | 1-3 | 100-180 | 18-23 | 25-40 | 8-10 | 6-8 |
| 1,2 | 2-4 | 140-300 | 20-28 | 30-45 | 9-24 | 7-9 |
Сам газ, используемый в автоматической сварке, делится на два типа: Инертный газ и активный газ, который используется в качестве флюса. В чем же заключаются различия? Активный газ влияет на состав самого сварного шва, изменяя его физико-химические свойства в процессе сварки. Защитный газ не так глубоко проникает в шов, но защищает сварочную ванну и незавершенный шов от окисления. Это важно для алюминия и его сплавов, так как этот металл очень быстро окисляется. Инертными газами являются аргон (Ar) и гелий (He), которые при совместном использовании повышают стабильность горения и теплоотдачу дуги. Активная группа гораздо больше и включает азот (N), углекислый газ (CO2), кислород (O2) и другие. Некоторые газы можно использовать как отдельные газы независимо от их типа, другие же используются только в смеси с другими газами.
Какой газ нужен для полуавтомата
Это хороший выбор для самостоятельных работ, его можно безопасно использовать в чистом виде без примесей, а металл плавится глубоко. С помощью этого газа можно выполнять небольшие дуговые и порошковые сварные швы. Углекислый газ имеет один существенный недостаток — нестабильное горение дуги, поэтому довольно трудно удалять брызги во время сварки.
Аргон является одним из самых популярных газов для сварки и используется как самостоятельно, так и в смеси с другими газами. Сам по себе аргон является инертным газом и поэтому подходит для сварки тугоплавких и химически активных металлов. Благодаря низкой теплопроводности с помощью этого газа можно получать глубокие и тонкие сварные швы.
Кислород часто смешивают с другими газами (аргоном или углекислым газом) для обеспечения высокой «смачиваемости» и хорошего потока.
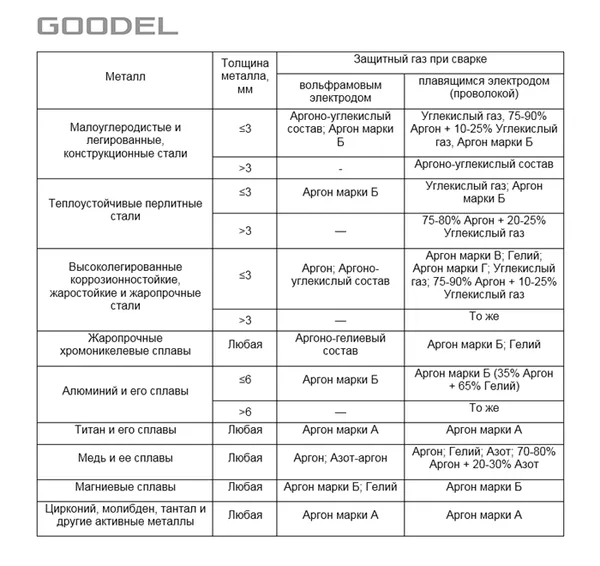
Рекомендуемые защитные газы для сварки различных металлов
Большинство полуавтоматических сварных швов выполняется с использованием газовых смесей, но наилучшая смесь для полуавтоматической сварки должна быть выбрана в соответствии с требуемыми свойствами данного газа:
- Аргоно-углекислый состав (Ar — 75-90% + CO2 — 10-25%) — инертно-активная среда, снижает разбрызгивание металла, позволяет избежать образование пор, несколько повышает стабильность дуги и надежность защиты зоны сварки при наличии сквозняков, улучшает формирование шва при сварке тонколистового металла;
- Аргоно-гелиевый состав (40% + 60%) — защитная среда, повышает тепловую мощность дуги и устойчивость ее горения, за счет этого получается широкий шов;
- Аргоно-кислородная газовая смесь (95-99% + 1-5%) — инертно-активная среда для низколегированных и легированных сталей, понижает критический ток, предупреждает возникновение пор, улучшает форму шва;
- Углекисло-кислородная смесь (СО2 + О2) — активная среда, повышающая производительность полуавтомата. Эта смесь имеет высокую окислительную способность, обеспечивает глубокое проплавление и хорошую форму, предохраняет шов от пористости.
Особенности
Газ используется в полуавтоматической сварке для различных рабочих целей. Опытные специалисты, работающие с этим присадочным материалом на протяжении многих лет, отмечают следующие особенности сварки с использованием защитного газа.
Температура
Во время сварки поверхность металла нагревается, а затем охлаждается. Это занимает много времени. В некоторых случаях рабочий может регулировать температуру, задавая необходимые параметры, например, при соединении различных типов металла (сталь, медь и т.д.). Для этого необходимо отрегулировать угол дуги.
Рабочие параметры
Следующей особенностью является возможность установки индивидуальных рабочих параметров. С помощью этой функции устройство может быть адаптировано к соответствующей ситуации.
Для достижения надежного и прочного соединения необходимо уметь правильно устанавливать эти параметры.
Это такие характеристики, как расход газа, скорость потока газа, мощность и тип используемого кабеля.
Выбор расходного сырья
Специалисты уверяют, что сварка может осуществляться двумя способами. В одном случае необходимо выбрать углекислый газ без присадок. Также можно использовать различные присадки. Часто используются составы, разработанные на основе аргона.
Рабочий процесс
Данный вид расходного материала используется для определенного вида работ. Данный материал используется для сплошных сварных швов в закрытых помещениях (лабораториях). В некоторых случаях можно использовать валики и на открытом воздухе, но этот вариант имеет множество недостатков.
Примечание: газ для полуавтоматической сварки в основном используется опытными работниками, которые имеют опыт работы с подобными расходными материалами.
Если знаний в этой области нет, необходимо ознакомиться со свойствами каждого вида газа.
Обзор видов
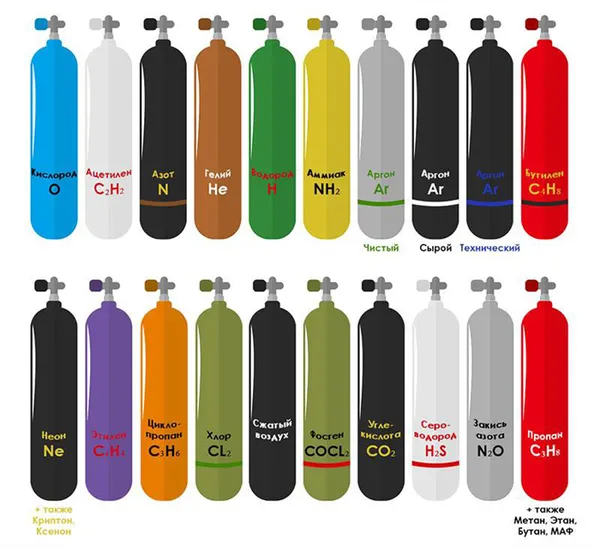
Используются различные сварочные смеси. Чтобы точно определить, какой углекислый газ использовать для сварщика, необходимо знать его состав и свойства. Баллоны наполняются расходными материалами, которые можно разделить на следующие категории.
- Активные газы.
- Инертные.
- Смеси.
Ацетилен
Для начала рассмотрим смесь, которая нашла самое широкое распространение. Ее главная характеристика — это вес, который легче воздуха. Газ бесцветен, но имеет сильный запах. Чаще всего ацетилен используется для резки различных металлов из-за высокой температуры горения.
При использовании этого газа на производстве рабочие используют специальные генераторы. В контейнерах содержится карбид калия, который вступает в реакцию с водой. Этот вид газа необходимо правильно хранить. Следует отметить, что карбид имеет свойство поглощать влагу из атмосферы, что приводит к определенным нарушениям.
Водород
Следующий вид газа известен многим. Он активно используется при обработке алюминиевых изделий. Также его часто используют для плазменной резки нержавеющей стали. Поскольку этот газ не имеет цвета и запаха, его следует использовать с большой осторожностью. Это взрывоопасное вещество, которое образует горючую смесь при соединении с водой или воздухом.
Водород получается в результате синтеза воды. Молекулы жидкости расщепляются на кислород и водород. Для этого процесса используются специальные генераторы.
Категорически запрещается хранить водород в баллонах под давлением, если оно превышает 15 МПа. Это правило предусмотрено правилами техники безопасности.
Коксовый
Свое название газ получил от того, что является побочным продуктом коксования. Несложно догадаться, что он образуется в процессе производства кокса. Основными характеристиками этого состава являются сильный запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным материалом, к тому же этот вид считается взрывоопасным. Для транспортировки газовых баллонов используются трубопроводы. Этот тип используется не так часто, как соответствующие виды. Основная область применения — промышленность.
Природный
Это органический газ, получаемый путем смешивания следующих компонентов: Бутан, метан и пропан. Природный газ отвечает всем параметрам сварочных газовых смесей. Природный газ широко используется благодаря своим уникальным свойствам и низкой цене.
Баллоны с этим газом можно хранить на открытом воздухе. Немаловажную роль в распространении природного газа сыграло и отсутствие строгих правил. Этот вид газа невозможно получить путем синтеза. Единственным способом получения сырья является добыча из природных месторождений.
Пиролизный
Этот вид имеет определенные преимущества, которые отличают его от других вариантов. Пиролизный газ не нуждается в производстве. Этот вид газа получают путем разложения нефтепродуктов.
Прежде чем использовать газ для сварки, его необходимо тщательно очистить от ненужных химических примесей.
Выбор
Для сварки различных металлических конструкций используется множество видов газа. Невозможно точно сказать, какой газ лучше всего подходит для сварки. Это зависит от вида работ, используемого оборудования и других параметров. Мастерам, которые имеют небольшой опыт работы с полуавтоматическим сварочным оборудованием, сложно правильно выбрать газовый баллон и его содержимое. Опытные мастера при выборе рекомендуют обратить внимание, в частности, на следующие два момента.
- Количество тепла, выделяемое во время горения расходного материала.
- Максимальный температурный показатель.
Во всемирной паутине можно найти множество таблиц со сравнением сварочных газов. Эта информация находится в свободном доступе. Ниже приведена одна из таких таблиц.
Также посмотрите на эту сравнительную таблицу.
Примечание: Если вы покупаете газ в больших количествах или планируете хранить расходный материал в течение длительного периода времени, опытные специалисты рекомендуют выбирать готовые смеси.
Самостоятельно проводить процесс синтеза газа опасно. Для этого необходимо специальное оборудование, инструменты и навыки.
При выборе одноразового газа необходимо учитывать и тип рабочей поверхности. Например, для обработки медных деталей следует использовать чистый азот. Этот газ идеально подходит благодаря своим особым свойствам.
Технология сварки в полуавтоматическом режиме
Принцип работы сварочного полуавтомата основан на хорошо известном дуговом процессе. Разность потенциалов между электродом и изделием создает дугу, температура которой достаточна для расплавления присадочного металла и свариваемого металла. Затвердевший присадочный металл контактирует с металлом заготовки на атомарном уровне и образует сварной шов с прочностью до 90 % от прочности основного металла.
Однако полуавтомат имеет свои особенности. Во-первых, электродная проволока подается непрерывным потоком через токопроводящее сопло в зону сварочной ванны. Причем подачу присадочного металла можно регулировать вручную, нажимая на кнопку подачи. Во-вторых, полуавтомат использует газовые смеси или технически чистые среды вместо классического «сплошного» потока, образующего газовое облако при горении дуги. Подача газа осуществляется непрерывно, как до, так и после прерывания дуги.
Это уменьшает разбрызгивание, стабилизирует параметры дуги, повышает эффективность работы сварщика и снижает общую трудоемкость каждой сварочной операции.
Особенности выполнения сварки под газом
Техника полуавтоматов не сильно отличается от техники классических сварочных аппаратов. Полуавтоматом можно сваривать горизонтальные и вертикальные швы, укладывать детали, сваривать плотные швы, формировать торцевые и нахлесточные швы.
Способ выполнения швов сварочным полуавтоматом не отличается от классических методов, используемых при работе с оборудованием ММА. Температурные режимы и сила сварочного тока устанавливаются по общей схеме — исходя из толщины шва и диаметра электрода.
Единственная особенность, которой обладает процесс полуавтоматической газовой сварки, — это простота соединения тонких деталей. Поэтому полуавтоматический процесс в основном используется для ремонта кузовов автомобилей и сборки конструкций из тонколистового металла.
Основные преимущества сварки с газовой защитой
- Узкая зона высокотемпературного воздействия, поэтому MIG-MAG процессы не меняют свойства свариваемых металлов.
- Отсутствие задымления в зоне сварочной ванны, что облегчает визуальный контроль качества шва.
- Универсальность применения — MIG-MAG процессы совместимы с любыми металлами: от титана или алюминия до высоколегированной или конструкционной стали.
- Отсутствие ограничений по пространственному положению детали — отрегулировав напор горелки, можно варить потолочные или наклонные швы, не испытывая никаких затруднений.
- Нет ограничений по толщине — эта технология допускает сваривание листовых заготовок с толщиной от 0,2-0,5 миллиметра. Верхняя граница толщины соединения определяется только мастерством сварщика.
- Отсутствие необходимости зачищать швы даже при многослойной наплавке — флюс улетучивается после прекращения подачи смеси из горелки.
- Максимально возможная производительность труда даже при средней квалификации сварщика.
Все эти преимущества могут быть использованы только при условии изготовления высококачественной смеси в соответствии с требованиями ГОСТ и ТУ. Низкокачественные смеси приводят к потере прочностных свойств.
ООО ИТЦ «Промэксервис» готов предоставить своим клиентам высококачественный газ для сварочных работ, в любом количестве и с доставкой по Москве или Московской области. Мы работаем с крупными компаниями и частными лицами, обеспечивая высокое качество по низким ценам. ИТЦ «Промэксервис» занимает лидирующие позиции на рынке с 1999 года.
Позвоните нам по телефонам, указанным на нашем сайте, мы свяжемся с вами в ближайшее время и ответим на все ваши вопросы.
Какой газ используют для сварки полуавтоматом – критерии выбора
Поговорим подробнее о критериях выбора газа при полуавтоматической сварке. На выбор газа влияет несколько параметров, таких как.
- марка материала изделия;
- ответственность соединения;
- экономические показатели.
В большинстве случаев марка изделия определяет использование тех или иных газов или их смесей.
Защитные газы обычно подходят для всех типов сталей, цветных металлов и их сплавов. Использование инертных газов для низкоуглеродистых и низколегированных сталей не оправдано, так как эти газы очень дороги.
Для низкоуглеродистых и низколегированных конструкционных сталей используют углекислый газ (CO2) и смеси CO2 с аргоном, CO2 + аргон + гелий.
При сварке нержавеющих сталей (аустенитных сталей), таких как известная «медицинская» сталь 12Х18Н10Т и ей подобных, сварка производится смесью углекислого газа с аргоном.
Для сварки цветных металлов, таких как алюминий, титан и медь, обычно используется чистый аргон или смесь с Na. Чистый аргон используется редко, поскольку он очень дорог.
Медь можно сваривать в атмосфере азота. Смеси, содержащие CO2 и кислород, не используются для цветных металлов.
Ниже приведена таблица, показывающая применение этих газов и их смесей для различных металлических сплавов.
Газ Стали конструкционные (низкоуглеродистые) Легированные стали (низко-, средне-, высоко-) Титан, алюминий и их сплавы Со2 (углекислый газ) Да Да, с ограничениями Нет Ar (Аргон) Да (нецелесообразно) Да Да Не (Гелий) Да (нецелесообразно) Да Да Аr + Со2 Да Да Да Аr+О2 Да Да, с ограничениями Нет Со2+О2 Да Да, с ограничениями Нет Аr+Со2+О2 Да Да, с ограничениями Нет Ar+Не Да (нецелесообразно) Да Да Какой газ нужен газовой сварки
Газовую сварку и используемые в ней газы часто путают с полуавтоматической сваркой и используемыми в ней газами. Давайте кратко объясним разницу. При газовой сварке сжигается горючий газ, в то время как при полуавтоматической сварке тот же газ используется для защиты, он не сжигается.
Ацетилен
Самый распространенный сварочный газ, используемый при газовой сварке, — ацетилен. Этот газ легче воздуха, он бесцветный и не имеет запаха. Когда ацетилен горит, температура пламени составляет 2950 — 3120 градусов Цельсия. Газ ацетилен очень огнеопасен даже в статическом состоянии, поэтому газовые баллоны заполняются пористым материалом, пропитанным ацетоном.
Он также используется для пламенной резки, но реже. Чаще всего для этой цели используются пиролизные газы или природные газы.
Природные
Природный газ используется для склеивания гораздо реже, чем ацетилен, из-за низкой температуры горения, но он очень часто используется для резки, так как является дешевым по сравнению с ацетиленом. Использование природных газов безопаснее, чем ацетилена, поскольку они менее огнеопасны. Температура их горения гораздо ниже — от 2100 до 2300 градусов Цельсия.
Водород
Водород является альтернативой ацетилену при газовой сварке. Он бесцветен, безвкусен, не имеет запаха и легче воздуха. Кроме того, водород очень жидкий и взрывоопасен при смешивании с воздухом. Для сварки водород используется не в баллонах, а в специальных аппаратах, которые сваривают водород из воды под воздействием электрического тока.
Использование водорода вместо ацетилена обеспечивает более ровный сварной шов. Несмотря на это преимущество, данный метод редко используется на практике. Это связано с тем, что процесс сварки сопряжен с рядом трудностей. Одной из них является большое количество шлака в процессе сварки, что требует введения дополнительных компонентов в расплавленный металл.
Кроме того, для работы водородного сварочного аппарата требуется электричество, поэтому этот метод не обладает такой автономностью, как газовая сварка. Грубо говоря, если есть электричество, зачем возиться с газом, можно просто сварить вручную.
Пиролизный
Этот газ получают на крупных нефтеперерабатывающих заводах как побочный продукт процесса нефтепереработки. После производства газ необходимо очистить и обработать, чтобы снизить его химическую активность. Его свойства очень похожи на свойства природного газа.
Он используется для резки металлов, но редко применяется для сварки из-за низкой температуры горения.
Влияние на процесс
Защитные газы для сварки оказывают большое влияние как на процесс, так и на результат — качество сварного шва. Неправильный выбор газа либо приведет к многочисленным дефектам, либо сделает процесс неоправданно дорогим.
Вот несколько примеров:
Использование аргона или гелия для сварки металлоконструкций из Ст3пс. Сварное соединение будет хорошего качества, но стоимость его неоправданно высока. Или другой пример: сварка титановых сплавов ВТ9 в углекислом газе. В этом случае экономические затраты минимальны, но соединение обязательно будет бракованным и, возможно, треснет раньше, чем сварщик закончит свою работу.
Критерии выбора смеси для аппарата
Выбор защитного газа для сварки зависит от следующих факторов:
- температуры горения;
- расхода газа;
- уровня защиты сварного шва;
- тепла, выделяющегося на месте соединения заготовок.
Чтобы знать, какой газ необходим, следует определить материал свариваемых деталей.
Металл Состав смеси Особенности процесса Углеродистая сталь Углекислый газ и аргон в соотношении 1:3 Высокая скорость сварки, отсутствие деформации заготовок. Подходит для работы с металлами толщиной до 3 мм Нержавеющая сталь Углекислота (2,5%), аргон (7,5%) и гелий (90%) Высокий уровень защиты свариваемых частей от окисления Низколегированная сталь Аргон и углекислый газ в соотношении 3:1 Прочный сварной шов, высокая устойчивость дуги Сплавы алюминия Гелий (65%) и аргон (35%) Применяется для сплавления толстых металлов толщиной до 76 мм Рекомендуем прочитать Как собрать самодельный сварочный полуавтомат.
Чтобы получить качественный и прочный сварной шов, лучше всего проконсультироваться со специалистом, чтобы правильно подобрать сварочную смесь для полуавтомата.
Технология газовой сварки
Сварка полуавтоматом основана на образовании дуги между электродом аппарата и заготовкой. Ее температура достаточно высока, чтобы расплавить сварочную проволоку, которая непрерывно вводится в свариваемую зону и образует шов.
Газовая смесь образует защитную среду вокруг сварочной проволоки, заставляя ее плавиться и поддерживая стабильность дуги, что ускоряет процесс сварки.
Без газовой смеси на сварной шов негативно влияет окружающий воздух, что приводит к образованию негерметичного соединения. Смесь содержится в специальных прочных баллонах и подается в горелку с помощью шлангов.
Преимущества и недостатки газовой среды
Преимущества полуавтоматической газовой сварки заключаются в следующем:
- Нет необходимости покупать дорогое оборудование.
- Можно сваривать оцинкованные изделия, не повреждая при этом покрытие.
- Оператор видит результат по ходу работы, т. к. шлак не перекрывает соединение.
- Можно сваривать тонкие стальные листы толщиной менее 1 мм.
Недостатками является интенсивное излучение дуги, что требует использования защитной маски.










