При анализе данной технологии необходимо помнить, что итоговый результат в значительной степени зависит от качества подготовки обрабатываемой поверхности. Рассмотрим следующие характерные особенности этой технологии:
Сверло для высверливания точечной сварки. Особенности заточки
Для удаления точек контактной сварки используются специальные фрезы или сверла, у которых наконечник заточен особым образом. Эти свёрла стоят дороже стандартных, поскольку их производство требует дополнительных технологических процессов.
Специальные сверла могут иметь различные диаметры, такие как 6, 8 и 10 мм. На практике чаще всего используется сверло диаметром 8 мм, которое эффективно высверливает сварочную точку по её периферии. При этом отверстие остается на верхней панели кузова, тогда как нижняя панель практически не повреждается.
Конструкция
Функциональность сверла для высверливания точечной сварки в значительной степени определяется его конструктивными особенностями. Вот некоторые из них:
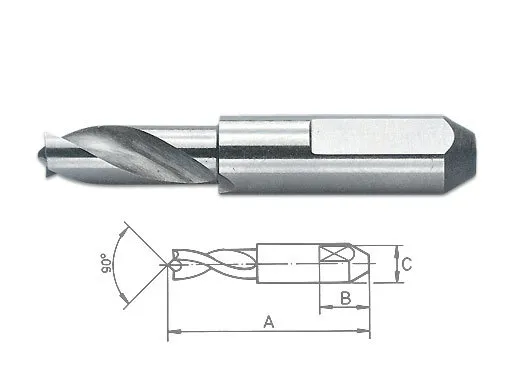
- Рабочая торцевая часть имеет плоскую форму.
- На оси расположены кернящие выступы, заточенные под конус. Угол заточки режущей части составляет 90 градусов, что позволяет избежать необходимости в предварительной центровке.
Специальные сверла можно приобрести в специализированных магазинах. Их стоимость относительно невелика, однако для работы с труднообрабатываемыми материалами необходимо выбирать варианты, изготовленные из высококачественных сплавов.

Сверло для точечной сварки, обладающее высокой прочностью, часто имеет размеры 8 х 50 мм.
В некоторых случаях можно использовать обычные сверла для высверливания точечной сварки, но их применение может не привести к необходимому результату.
Особенности
Сверло для высверливания точечной сварки применяется для удаления неразъемных сварочных соединений. Такой инструмент позволяет аккуратно рассверлить сварочную точку, минимально повреждая поверхность детали. Чаще всего для этой цели используется сверло диаметром 8 мм. Найти такой инструмент можно в специализированных магазинах, однако его цена может быть довольно высокой. Тем не менее, приобретенное сверло полностью оправдает ваши вложения, значительно облегчая процесс демонтажа деталей, соединенных точечной сваркой.
Кроме того, прочные стальные фрезы могут подвергаться заточке – инструмент выдерживает несколько циклов затачивания, сохраняя свои исходные характеристики.
Основные преимущества фрезы для удаления точечной сварки.
- Демонтаж сварочных соединений можно производить без предварительного кернения, что экономит время и силы.
- Инструмент обеспечивает длительную эксплуатацию, позволяя высверливать несколько точек подряд. Даже при нагреве сверло сохраняет свои свойства.
- Срок использования данного инструмента достаточно продолжителен, так как он изготовлен из высокопрочных сталей и поддерживает многократные циклы заточки.
- После высверливания сварных точек, демонтированная деталь остается пригодной для повторного использования, и поверхность заготовки, к которой она была присоединена, не повреждается и может использоваться в дальнейшем.
Инструмент для демонтажа точек сварки изготавливается из легированной стали с добавлением титанового напыления. Существуют два типа такого инструмента: с одной рабочей стороной и двухсторонние. Диаметры сверл могут быть 6, 8 и 10 мм. Выбор диаметра сверла зависит от размера сварочной точки, которую необходимо высверлить, при этом к диаметру объект добавляется около 1,5 мм.
Сверловочный инструмент состоит из трех основных компонентов.
- Область керна. Высота этой области должна превышать толщину детали примерно на 2 мм.
- Режущая часть. Эта часть покрыта титановым напылением, что значительно улучшает прочность сверла и увеличивает его износостойкость, позволяя работать с ним при повышенных температурах.
- Область крепления. Это часть предназначена для фиксации сверловочного инструмента в патроне электрической дрели.
По внешнему виду сравнительно легко отличить инструмент для демонтажа точек сварки от других сверл, поскольку ось инструмента конусообразна с углом 90°, а рабочая торцевая часть плоская.
Как работать?
Хотя кажется, что использование инструмента для демонтажа точек сварки довольно простое, на практике есть некоторые нюансы. Специалисты следуют следующим рекомендациям в своей работе.
- Использовать электрическую дрель с возможностью регулировки скорости вращения.
- Не следует выполнять высверливание на высоких оборотах, так как это может привести к поломке инструмента из-за чрезмерной нагрузки.
- Сверло должно устанавливаться в строго перпендикулярном положении к точке высверливания, так как любое отклонение может повредить поверхность детали.
Перед началом работы необходимо подготовить рабочую поверхность:
- Очищать от загрязнений и слоев краски — это улучшит результат работы и уменьшит вероятность соскальзывания инструмента во время сверления. Для этой цели часто используют наждачную бумагу.
- Хоть сверло можно использовать без предварительного кернения, рекомендуется иногда выполнить эту операцию, используя для этого отдельный керн.
Перед началом операции требуется осмотреть все сварные точки и определить, какой диаметр инструмента необходимо для высверливания.
Хотя наиболее распространенным диаметром инструмента является 8 мм, могут понадобиться и другие размеры.
После завершения подготовки можно приступать к высверливанию. Для этого установите сверло в патрон дрели и, приставив рабочую часть инструмента к сварочной точке и плотно прижав его, начинайте сверлить начиная с низких оборотов. В процессе выполнения высверливания важно не спешить и следить за правильным углом, чтобы не просверлить деталь насквозь. После того как процесс высверливания сварочных точек завершен, следующим шагом будет отделение одной детали от другой.
Важно учитывать, что фреза не высверливает точку сварки полностью насквозь, как это делает обычное сверло. Принцип действия фрезы заключается в сверлении по окружности точки сварки, благодаря чему возможно отделение детали от основания. После разъединения деталей остатки сварки срезаются с использованием болгарки или отрезного диска, а в некоторых сложных случаях для разделения деталей может использоваться зубило и молоток.
При необходимости высверлить лицевую часть сварочного соединения применяют сверло с конусовидным выступом в виде носика, который помогает удерживать сверло в нужном положении. При этом заточка сверла имеет плоскую форму.
Другое эффективное средство для демонтажа точек сварки представляет собой небольшая коронка с заточенными зубцами. Эта конструкция включает подпружиненный упор с центровкой, который служит в качестве ограничителя. Коронка может быть настроена с помощью специального регулировочного механизма. Во время работы она удаляет лишь область точек сварки, не повреждая остальные части детали.
Коронка особенно незаменима, когда воспользоваться сверлом становится затруднительно из-за повреждения детали, что может затруднить обнаружение мест точечной сварки.
Конструкция
По своему внешнему виду сверло для точечной сварки легко распознается – осе сверла соответствует кернящий выступ, заточенный на 90 градусов, что значительно упрощает процесс центровки инструмента, а рабочий торец выполнен плоским. В связи с этим многие мастера предпочитают использовать обычные сверла со специализированной заточкой для создания отверстий.
Существует также альтернативный метод высверливания точечной сварки с помощью специальных коронок. Для этого используется инструмент, состоящий из подпружиненного стержня, на который надевается режущий диск с зубьями. В процессе работы мастер сначала вдавливает керн в металлическую поверхность, а затем, пропуская коронку в толщу материала, идет высверливание области сварного соединения. Для повышения жесткости инструмента может использоваться специальная оправка.
Рассмотрим сравнительный анализ эффективности различных подходов к высверливанию точечной сварки, предполагая, что материал сверл с коронками будет одинаковым, таким как быстрорежущая сталь Р18. Тем не менее, могут использоваться и другие типы сталей, такие как Р9К6, Р6М5К5 или Р6М5. Предпочтение лучше отдать инструменту, изготовленному на территории страны. Китайские аналоги часто используют менее качественные материалы, например, сталь 45Х, что значительно снижает срок их эксплуатации.
Коронка
Сам инструмент довольно увесист, поэтому в начале необходимо хорошо прижать центрирующий стержень к металлической поверхности, а затем, на малых оборотах, переходить к вырезанию металла. Проблема заключается в том, что низкоуглеродная сталь, из которой изготовлены кузовные элементы, во время точечной сварки значительно упрочняется, что требует от рабочего значительных усилий для вдавливания центрирующего стержня в металл.
Еще одна сложность во время работы заключается в том, что зубья коронки не равномерно врезаются в металл, так как в зоне сварки есть микронеровности, образующиеся в результате термических воздействий от работы электродов. Это может привести к тому, что новое отверстие окажется смещенным относительно намеченного.
Опытные специалисты рекомендуют заранее кернить участок, который требует высверливания, например, используя шуруповерт, так как часто центрирующий стержень может неожиданно выскользнуть из гнезда, в результате чего коронка начинает резать металл в неподходящем месте. Рабочие должны иметь с собой несколько приводных инструментов для таких случаев.
Тем не менее, это не единственная проблема – быстрое нагревание коронок также негативно сказывается на процессе работы, так как тепловое расширение коронки может увеличить новое отверстие в корпусе, в результате чего насадка может треснуть.
Важно тщательно очищать коронки от стружки после завершения работы!
К счастью, современные коронки часто имеют двустороннюю конструкцию, что позволяет перевернуть инструмент и использовать другую сторону после затупления первой.
Как работать со сверлами для точечной сварки?
Основным материалом для производства сверла для точечной сварки служат твердые сплавы, такие как титан, или их комбинации. Сверло может быть как с одним, так и с двумя рабочими наконечниками. Разнообразие продукции довольно велико, поэтому найти сверло нужного диаметра не составит проблемы. Одно важное условие, которое необходимо соблюдать, заключается в том, что диаметр используемого сверла должен превышать размер высверливаемого соединения примерно на 1,5 миллиметра.

Инструмент устанавливается в патрон дрели, также возможно использование механической версии, но работа будет выполнена намного быстрее с электрической дрелью. Оптимальный вариант – это устройство с возможностью настройки рабочей мощности.
Перед началом работы требуется точно определить модель сверла. Оно должно быть прочным и хорошо заточенным. После выбора модели следует подобрать нужный диаметр изделия. Сам процесс высверливания не представляет сложности даже для начинающего мастера.
Хотя накернивание не обязательно, профессионалы рекомендуют хотя бы предварительно выполнить его с помощью сверла меньшего диаметра, так как это облегчит задачу. Рабочий крутящий момент оборудования должен быть примерно 800 оборотов в минуту.
Важно: не следует проводить процедуры под углом, сверло должно соприкасаться с местом соединения строго перпендикулярно. Если данное условие не может быть соблюдено, следует рассмотреть возможность использования другого метода для высверливания точечной сварки.

После выбора модели сверла и настройки оборудования можно приступать к выполнению работы. Все манипуляции производятся только с верхней частью металлической детали, то есть необходимо удалить только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, независимо от его назначения, требует периодической заточки. Инструменты для удаления соединений точечной сварки не исключение. Хотя это может показаться странным, процесс заточки начинается с преднамеренного затупления сверла. Для этого можно воспользоваться обычной жесткой наждачной бумагой.

Затем обрабатываются боковые грани, но не заточные кромки. В качестве альтернативы можно использовать наждачный камень. После заточки граней важно проверить качество и ровность краев. В завершение следует заточить середину инструмента, при этом требуется обеспечить правильную центровку.
Как подготовить участок под высверливание?
Чтобы облегчить работу с кузовом автомобиля, необходимо удалить с его поверхности герметик, краску и все дополнительные покрытия. Это значительно улучшает видимость точек, где были выполнены сварочные работы. Необходимо подчеркнуть, что профессиональные мастера в кузовных мастерских не всегда удаляют всю краску. Для них достаточно лишь слегка зашлифовать участки, сваренные точечной технологией, при помощи шлифовальной бумаги или угловой шлифовальной машинки – этого часто бывает достаточно для четкой видимости сварного шва.
Сверло для высверливания точечной сварки: нюансы при работе и заточке

Многие специалисты по кузовному ремонту сталкиваются с ситуацией, когда требуется заменить какую-либо деталь автомобиля, соединенную с другими элементами через точечную сварку.
Но не всегда возможно воспользоваться гидропробойником, поэтому наиболее эффективным решением для удаления точечной сварки становится специальное сверло, устанавливаемое прямо в патрон электрической дрели.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.







