Электрод необходимо располагать как можно ближе к свариваемой поверхности, что поможет образовать минимальную дугу. Подача проволоки должна быть плавной и непрерывной, так как резкие рывки могут привести к разбрызгиванию материала, загрязнению зоны сварки и снижению качества шва.
Сварка алюминия аргоном: инструкция
С учетом уникальных свойств алюминия и алюминиевых сплавов, процесс сварки требует применения специфических техник и оборудования. В данной статье мы подробно рассмотрим особенности материала, преимущества аргоново-дужной TIG-сварки, а также предложим рейтинг из трёх лучших аппаратов для этого типа сварки.
Алюминий находит широкое применение в производстве конструкций и деталей для различных отраслей, включая авиацию, автомобилестроение, судостроение и другие промышленные области. Благодаря своим характеристикам, таким как низкая плотность и высокая устойчивость к коррозии, алюминий стал ключевым материалом в этих сферах.
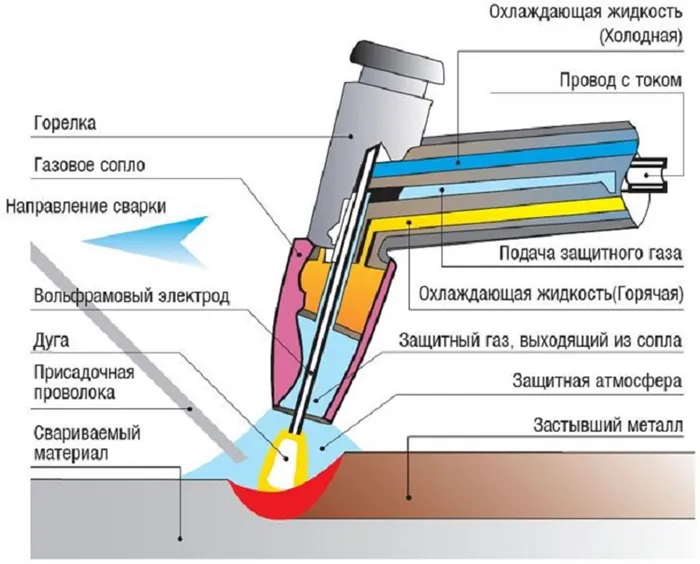
Однако, специфика алюминия может создать ряд сложностей в процессе обработки и сварки. Обычные методы ручной дуговой сварки, плазменной сварки и других технологий не всегда способны эффективно работать с этим металлом. Аргонодуговая сварка (TIG) является наиболее надежным методом, который предполагает наличие неплавящегося электрода, что позволяет достичь лучших условий для сварки и получения качественного шва.
Особенности алюминия
При сварке алюминия и алюминиевых сплавов, важно учитывать ряд специфических характеристик материала:
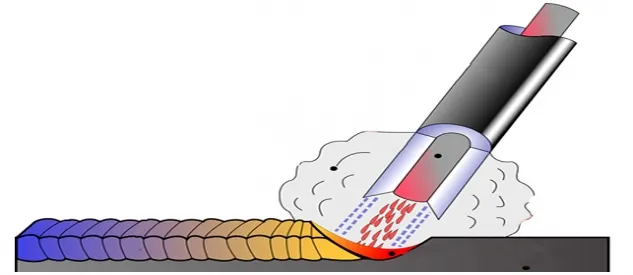
- Образование оксидной пленки — когда алюминий контактирует с кислородом, образуется тонкая пленка оксида алюминия (Al2O3). Для удаления этой пленки требуется температура свыше 2000°С, в то время как температура плавления самого алюминия составляет примерно 650°С. Важно контролировать процесс сварки так, чтобы эффективно удалить оксид без повреждения основного металла.
- Увеличенная усадка — алюминий имеет высокую степень усадки, что может привести к деформации или растрескиванию шва, если неправильно выбраны параметры сварки.
- Высокая окисляемость — алюминий быстро окисляется, образуя прочную пленку на поверхности расплавленного металла, что усложняет достижение ровного и качественного сварного шва.
- Низкая температура плавления — использование неподходящих технологий и температур может привести к разрушению прочности алюминия; плавление начинается при 650–660°С, поэтому температура не должна существенно превышать этот предел.
- Большая текучесть — алюминий переходит в жидкое состояние при температуре 500-520°С, что чревато прожиганием контактируемых поверхностей и самой заготовки.
- Высокая теплопроводность — алюминий проводит электричество в 4 раза лучше, чем сталь, и требует тока на 1,5 раза больше для сварки, что обуславливает необходимость в мощном оборудовании.
- Сохранение цвета при нагреве — алюминий практически не меняет цвет при высоких температурах, что усложняет визуальный контроль за процессом сварки без специальных приборов.
- Чувствительность к окружающей среде — в условиях охлаждения на воздухе часто образуются поры и трещины, вызванные испарением водорода и индивидуальной реакцией алюминия и его сплавов.
Сокращение рисков, связанных с сваркой сложных алюминиевых сплавов, возможно при тщательном соблюдении технологии и наличии опыта у сварщика. Метод TIG-сварки предоставляет уникальную возможность благодаря созданию защитной среды из аргона, что снимает риски образования оксидной пленки и значительно облегчает соединение алюминиевых деталей.

Свойства алюминия
Перед тем как приступить к сварке алюминия аргоном, рекомендуется ознакомиться с его основными свойствами, что особенно важно для начинающих сварщиков. Пошаговая инструкция, разработанная ниже, ориентирована на детальное понимание процесса.
Чистый алюминий имеет электрическую проводимость в 4 раза выше, чем у стали, а его теплопроводность составляет примерно 2,2 Вт/(см∙К), в то время как у стали этот показатель ограничивается 0,6 Вт/(см∙К). Эти факторы необходимо учитывать при выполнении работ по сварке алюминия аргоном, особенно начинающим. Каждый этап должен выполняться с максимальным вниманием к деталям.
Часто используемыми сплавами для сварки являются AlMg5, AlMg4, 5Mn, которые также обладают высокой теплопроводностью, равной примерно 1,3 Вт/(см∙К). Учитывая эти характеристики, технология сварки алюминия аргоном ограничивает скорость процесса: слишком быстрое выполнение работ может привести к уменьшению глубины провара и неполному газовыделению, что, в свою очередь, создает риск образования пор в шве. Это требует увеличения силы тока по сравнению со сваркой стали.
Способы сварки аргоном алюминия
Технологии сварки алюминия аргоном можно разделить на несколько типов, каждый из которых имеет свои уникальные особенности. Наиболее распространённые методы включают сварку с использованием вольфрамового электрода в инертной газовой среде, автоматизированный процесс с расходом проволоки и сварку с плавлениями электродами без защитных газов.
Важно предусмотреть пробитие оксидной пленки, образуемой на поверхности заготовки, поэтому для проведения сварки алюминия аргоном нужно использовать переменный или постоянный обратный ток. Исключается использование постоянного прямого тока, так как в этом случае окисная пленка не сможет разрушиться, что негативно скажется на качестве шва.
Существует также разделение на MIG и TIG (AC) в зависимости от скорости выполнения процесса. MIG-сварка более быстрая, но при этом качество шва значительно ниже по сравнению с TIG-сваркой.
Электроды и защитные газы
При сварке алюминия используются только неплавящиеся электроды, а также защитные газы, такие как вольфрамовый электрод и аргон.
Аргон обеспечивает превосходные результаты сварки алюминия за счёт создания уникальной защитной среды, способной предотвратить загрязнение соединения кислородом и другими неблагоприятными факторами. Кроме того, он может быть использован для подогрева металла до и после профильной работы.
При выборе электродов следует учитывать их типы, которые маркируются следующим образом:
- WT 20 (с красным наконечником);
- WC 20 (с серым наконечником);
- WL 15 (с жёлтым наконечником).

Подробная инструкция по сварке алюминия аргоном
На основе множественного опыта сварщиков сформированы общие правила и инструкции. Если вы новичок в сварочной практике, настоятельно рекомендуется следовать указаниям, чтобы избежать ошибок и достичь качественного результата.
Не пренебрегайте тренировкой: практикуйте нанесение припоя на пробные заготовки, что поможет вам достичь нужного уровня подготовки перед выполнением основной работы.
В дальнейшем воспользуемся подробной инструкцией, чтобы проиллюстрировать, как сварить алюминий аргоном, используя соединение 2-миллиметровых листов в качестве примера.
Подготовка металла к работе
Первый этап — подготовка металла. Если вы планируете работать с более толстыми деталями, обязательно очищайте их с помощью наждачной бумаги, в то время как для тонких заготовок подойдут как наждак, так и металлическая щётка.
Важно помнить: любая щетка должна быть предназначена исключительно для алюминия, чтобы избежать загрязнения и оксидирования материала.
После механической обработки необходимо удалить налёты и обезжирить металл, устраняя окисную плёнку, считающуюся основным врагом соединения. Для этого можно использовать ацетон или другие растворители, эффективно справляющиеся с загрязнениями.
При работе с деталями толщиной свыше 4 мм следует дополнительно подготовить кромки, сделав скошенные углы под 30-45 градусов, в зависимости от толщины. Это обеспечит достаточно глубокую проварку и надежное соединение, принимая во внимание уникальные свойства алюминия.
В некоторых ситуациях применение флюса для предварительной обработки может быть оправдано.

Настройка аппарата для сварки
Перед началом сварки необходимо тщательно настроить оборудование:
- подключите аргон и отрегулируйте его подачу с помощью манометра на баллоне. Если вы работаете внутри помещения, расход газа следует установить на уровне 7-8 литров в минуту, тогда как на улице необходимо увеличить данный показатель;
- выберите подходящий электрод: для соединения листов используйте электрод диаметром 1,6-2,4 мм. При установке его вылет должен составлять примерно 2 мм. В процессе сварки следите за концом электрода: если на нём образуется правильный шар, это говорит о том, что процесс протекает корректно. В противном случае может потребоваться перенастройка питания, так как недостаток тока может стать причиной нестабильности шва.
Возбуждение сварочной дуги
Качество заточки электрода является залогом успешного возбуждения дуги.
Запомните! Запрещается соприкасаться как с металлом, так и с присадочной проволокой, иначе потребуется повторно заточить или заменить электрод.
Держите проволоку в одной руке, а горелку в другой. При включении оборудования начнется подача тока и газа. Дуга образуется между электродом и поверхностью заготовки, плавя присадочную проволоку и край детали, что благоприятно скажется на формировании сварочного шва.
Располагайте электрод строго вертикально по отношению к обрабатываемой поверхности и зажигайте дугу в момент начала сварочного шва. Помните, что чем ближе электрод будет к свариваемой поверхности, тем меньше будет дуга, что сделает процесс более контролируемым.
Создание сварочной ванны
Не торопитесь подавать присадочную проволоку в зону сварки сразу после возбуждения дуги. Для начала вам нужно создать сварочную ванну, прогревая металл. Это займет всего несколько секунд. Главное — следите, чтобы алюминий не перегрелся и не потерял свои свойства.
Знайте! Опытные профессионалы ориентируются так: создание ванны занимает столько же секунд, сколько равняется толщине металла в миллиметрах.
Что применять для аргонодуговой сварки TIG изделий из алюминия
Для аргонодуговой сварки TIG алюминия используются специальные аппараты с функцией сварки на переменном токе AC TIG.
Импульсный режим сварки TIG Pulse позволяет добиться лучшего проплавления алюминиевых заготовок и контролируемого тепловложения, исключающего коробление и образование наплывов, а также предотвращающего прожиг металла.
Не забывайте использовать качественную маску, например, типа Хамелеон, или сварочный щиток. Маска Хамелеон автоматически изменяет степень затемнения благодаря специальному светофильтру, что обеспечивает дополнительную защиту глаз и облегчает работу сварщика.

Для чего используется переменный ток
При сварке алюминия на постоянном токе обратной полярности окисная пленка будет разрушаться, однако для этого требуется использование высоких токов, что может привести к быстрому износу вольфрамового электрода и повышенному риску прожига заготовок. При постоянном токе с прямой полярностью разрушение оксидной пленки невозможно, хотя это делает дугу более стабильной.
Режим переменного тока позволяет автоматически переключать полярности тока в процессе сварки. Это означает, что в начале цикла окисная пленка разрушается, а во втором цикле происходит надежное проплавление алюминия. Правильная настройка полярности и баланса тока способствует минимизации разрушения вольфрамового электрода, увеличивая его срок службы и регулируя зону очистки и глубину проплавления.
Главная ошибка новичков при сварке алюминия
Важно понимать, что движение электронов происходит от минуса к плюсу или наоборот. Если присадка попадает в воздух, её окисление происходит под действием высокой температуры сварочной ванны. В результате возникают черноты на швах из-за недостатка надлежащей условия. Эта ошибка наблюдается у 80% начинающих сварщиков.
Пока присадка находится в воздухе, она не имеет заряда. Однако при контакте с деталью, она получает тот же заряд, что и заготовка. Электроны, движущиеся от вольфрамового электрода к детали, не обходят препятствия (присадку), а проходят через неё. Таким образом, тепло от дуги и движение электронов обрезают часть проволоки, которая переходит в ванну и расплавляется.
Кроме того, когда присадка касается сварочной ванны, она передает свое тепло, что упрощает и ускоряет процесс её захвата.
Эти тонкости необходимо учитывать в процессе обучения для достижения качественных результатов.
Рекомендации для начинающих
Избегайте резких движений держателем и не отводите горелку от рабочей зоны, поскольку это приведет к исчезновению газовой защиты и попаданию воздуха в зону сварки. В итоге это может привести к образованию пор и окислов в шве, что в свою очередь может вызвать вредительную трещину или, в худшем случае, разрушить соединение.
Если шов имеет округлую или овальную форму, это указывает на недостаточную глубину провара. Поэтому всегда контролируйте сварочную ванну. В идеале она должна иметь удлинённую форму с небольшим валиком, что говорит о достаточной глубине провара и хорошем качестве шва.
Электрод должен всегда быть нацелён вперёд, а присадка подаваться с равномерной скоростью. Неровная подача проволоки создаёт нестабильную дугу и увеличивает расход газа и электроэнергии.







