Токарные станки подразделяются на несколько категорий, основываясь на их назначении и области применения. Наиболее универсальной и исторически распространенной моделью является винторезный токарный станок. Однако существуют и другие варианты, включая специализированные модификации.
Технологии металлообработки на токарном и фрезерном станках
Профессиональное оборудование для фрезерования и токарной обработки отличается высокой точностью, надежностью и уровнем автоматизации. Оно играет ключевую роль в производственных процессах, связанных с обработкой металлических заготовок и деталей. Не каждый обладает достаточными знаниями, чтобы самостоятельно выделить конкретные группы оборудования, поэтому перед тем как заказать детали в производственном цеху, важно ознакомиться с информацией, изложенной в данной статье.
На современных производствах металлообработка выполняется по нескольким основным технологиям:
- токарная обработка
- фрезерная обработка
- электроэрозионная обработка
Операторы сочетают эти технологии, чтобы создать широкий ассортимент деталей для различных отраслей, таких как автомобилестроение и машиностроение. Примеры таких деталей включают:
Всего один взгляд на эскиз детали позволяет опытному мастеру без труда определить, какую технологию металлообработки следует применить для достижения наилучшего результата. Кроме того, квалифицированный специалист сможет рассмотреть порядок выполнения технологических операций.
Тем не менее, заказчикам полезно уверенно общаться с профессионалами на этапе заключения сделки. Не лишней будет информация о базовых аспектах фрезерной и токарной обработки, их различиях и возможностях. В общем плане можно сказать, что фрезерный станок выполняет резку, тогда как токарный станок — вытачивание.
Итак, основное различие заключается в методе формирования конечного продукта. На шпинделе токарного станка вращается закрепленная деталь, в то время как резец, находящийся в держателе, совершает поступательные движения вдоль ее поверхности. С каждым перемещением подаваемого резца металл снимается слой за слоем, что позволяет формировать деталь нужной формы.
Фрезерные станки выполняют свою работу иначе. Здесь деталь надежно фиксируется на рабочем столе, который осуществляет плавные и криволинейные движения относительно вращающейся фрезы, прикрепленной к шпинделю. Таким образом, заготовка принимает необходимую форму благодаря углублениям от вращающейся фрезы.
Отличия технологий
При токарной технологии возможно обрабатывать как внешние, так и внутренние поверхности деталей. На таких станках могут с легкостью производиться гайки, болты, шпильки и втулки. Фрезерная технология, в свою очередь, используется для создания более сложных элементов, таких как червяки, зубчатые колеса и шестерни.
Важно отметить, что каждое из этих направлений производства представляет собой сложный технологический процесс. Его результат невозможно достигается без наличия высокой квалификации, значительной практики и глубоких теоретических знаний.
Основы: что такое токарное фрезерование?
Токарно-фрезерный метчик с ЧПУ
Токарно-фрезерная обработка — это современный метод, в котором удачно объединяются два ключевых процесса обработки: токарная и фрезерная. Это сочетание позволяет достигать высокой эффективности и точности в производстве сложных компонентов.
Ранее традиционное производство сильно зависело от ручных операций, где токарная и фрезерная обработка выполнялись отдельно, требуя для каждого процесса индивидуальной настройки оборудования. Однако с развитием технологии управления с помощью компьютерного числового управления (ЧПУ) операторы начали осознавать, что возможно объединение этих операций. Это привело к внедрению токарно-фрезерной обработки, где ЧПУ одновременно контролирует несколько движений инструментов и операций.
Объяснение двойной операции
Токарно-фрезерная обработка подразумевает не просто чередование операций точения и фрезерования на одном устройстве. Вместо этого, этот процесс может быть выполнен одновременно или параллельно, что дает уникальные преимущества.
- Вращение: Это действие включает в себя вращение заготовки, в то время как режущий инструмент движется по линейной траектории. Этот процесс чаще всего используется для создания цилиндрических или круглых форм.
- Фрезерование: В этом случае заготовка остается неподвижной (или перемещается линейно), в то время как режущий инструмент вращается. Такой процесс подходит для создания сложных контуров, канавок и пазов.
Таблица 1: Сравнение токарной и фрезерной обработки
| Критерии | Токарная обработка | Фрезерование |
|---|---|---|
| Механизм | Заготовка вращается, инструмент движется линейно | Инструмент вращается, заготовка неподвижна или движется линейно |
| Лучше для | Цилиндрические формы | Сложные конструкции, пазы |
| Тип инструмента | Одноточечный режущий инструмент | Многоточечный режущий инструмент |
Допуски при токарном фрезеровании
Достижение точных допусков является критически важным аспектом механической обработки. При токарном фрезеровании производители могут реализовать более строгие допуски благодаря высокой точности, присущей этому процессу.
Таблица 2: Достижимые допуски при токарно-фрезерной обработке
| Компонент | Типичный допуск | Достижимо при токарном фрезеровании |
|---|---|---|
| Внешний диаметр | ± 0.005 дюйма | ± 0.002 дюйма |
| Внутренний диаметр | ± 0.005 дюйма | ± 0.002 дюйма |
| Ширина канавки | ± 0.004 дюйма | ± 0.0015 дюйма |
| Чистота поверхности | Ра 3.2 | Ра 1.6 |
Исторический обзор токарно-фрезерной обработки
Путь, пройденный токарным фрезерованием, так же интересен, как и его современное применение. От самых ранних проблем ручной обработки до современных высокотехнологичных устройств с ЧПУ, токарно-фрезерная обработка претерпела значительную эволюцию, что является свидетельством человеческой изобретательности и постоянного стремления к улучшению производственных процессов.
1. Эпоха ручной обработки
На этапе, предшествующем автоматизированным процессам, ручная обработка была основным методом. Ремесленники использовали токарные станки для точения и фрезерные станки для фрезерования, однако каждый этап обработки был полностью независимым. Это предполагало высокие затраты времени и усилий.
2. Переход к полуавтоматическим процессам
С началом промышленной революции производители искали новые способы увеличения эффективности. Это привело к созданию полуавтоматического оборудования, в котором некоторые операции были автоматизированы, но при этом все равно требовали ручного контроля.
Таблица 3: Сравнение ручной и полуавтоматической обработки
| Критерии | Ручная обработка | Полуавтоматическая обработка |
|---|---|---|
| Скорость | Медленная | Умеренно быстрая |
| Точность | Умеренная | Высокая |
| Интенсивность труда | Высокая | Умеренная |
| Цена | Низкая начальная стоимость | Высокая начальная стоимость |
3. Появление ЧПУ и возникновение токарно-фрезерной обработки
Революция в токарно-фрезерной обработке была вызвана внедрением технологий ЧПУ. Благодаря возможности управления несколькими операциями одновременно, токарно-фрезерная обработка стала реальностью. В 1980-х и 1990-х годах токарное фрезерование получило признание среди производителей, которые оценили его беспрецедентный потенциал.
4. Современное токарное фрезерование и его преобладание
На сегодняшний день токарно-фрезерная обработка стала не просто опцией, а стандартом для многих промышленных секторов. Совершенствование программного обеспечения, инструментов и оборудования сделало токарное фрезерование более доступным, эффективным и точным.
Используемые данные для обработки детали
- Эскиз создаваемой детали – рис. 1.
- Заготовка – пруток диаметром 110 мм и длиной 104 мм.
- Материал – конструкционная сталь средней твердости (HRC в диапазоне 30…40).
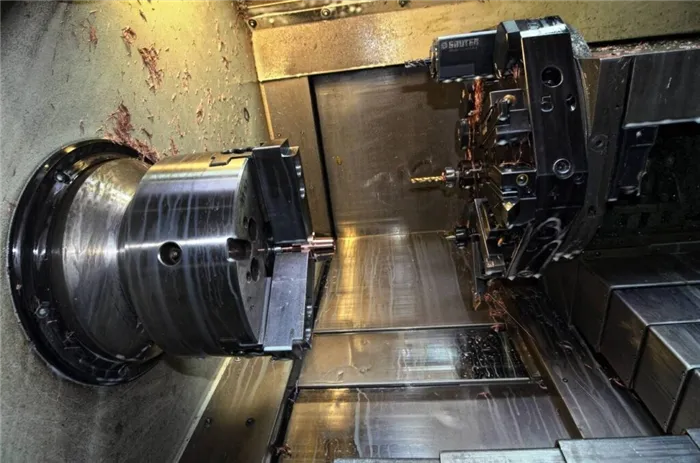
- Оборудование – токарно-фрезерный обрабатывающий центр INDEX.
- Модификация – станок с двумя инструментальными блоками (см. рис. 2).
- Тип инструментальных блоков – револьверная головка.
- Вместимость одной револьверной головки – 12 позиций.
- Особенности системы ЧПУ – двухканальная система ЧПУ Siemens с раздельным программированием действий двух револьверных головок.
- Язык программирования – SINUMERIK-840D.
Особенности подготовки операции
В рамках принятого технологического процесса деталь изготавливается на обрабатывающем центре INDEX с использованием комбинированной операции, состоящей из двух установов: установ A и установ B. В каждом установе осуществляется черновая и чистовая обработка соответствующих поверхностей. Перед началом обработки для базирования заготовки на установе A выполняется предварительная токарная операция 005 на универсальном станке.
Рис. 1. Эскиз детали
Рис. 2. Структурная схема токарно-фрезерного многофункционального центра с двумя револьверными головками: 1 – шпиндель; 2 – деталь; 3 – револьверная головка №1 (РГ1); 4 – револьверная головка №2 (РГ2); 5 — токарный обточной резец; 6 — токарный расточной резец; 7 — сверло для выполнения центрального отверстия; 8 — фрезерный блок для обработки детали в плане X-Y с закрепленным инструментом; 9 – фрезерный блок для обработки детали в плане Y-Z с закрепленным инструментом; X, Y, Z – обозначения координатных осей: а – расположение осей относительно револьверной головки 1; б – расположение осей относительно револьверной головки 2
Крепление заготовки на токарно-фрезерном обрабатывающем центре с ЧПУ выполняется с помощью трехкулачкового патрона. Нулевая точка системы координат детали помещается на обработанную торцевую поверхность. Программы управления, разработанные для каждой из двух револьверных головок, совместно обеспечивают полный цикл обработки детали. На установе A нулевая точка обозначается как ZMW_1, на установе B – ZMW_2. Процесс остановки станка для переворота детали осуществляется автоматически с помощью команды УП М0; перезапуск работы производится с пульта управления при нажатии кнопки ПУСК.
Деталь обрабатывается в рамках комбинированной операции с использованием общего комплекта инструментов. В револьверной головке 1 (РГ1) расположены фрезерные инструменты, а также подрезной и проходные резцы с относительно небольшим вылетом в направлении оси Z. В револьверной головке 2 (РГ2) находятся сверло для выполнения центрального отверстия и все расточные резцы. Особенности конструкции станка требуют размещения токарных расточных резцов в револьверной головке 2, а фрезерных инструментов – в револьверной головке 1 с интервалом в одну позицию.
Список токарных и фрезерных инструментов, размещенных в револьверной головке 1:
Код инструмента | Тип инструмента | Обозначение коррекции вершины резца | Код вершины резца | Радиус вершины резца | Фактический диаметр фрезы | Заданный диаметр фрезы | Обозначение плана обработки | Примечания
T1 | Подрезной резец | D101 | 3 | 1,2 | — | — | — | Черновая подрезка торца
T2 | Упорный резец | D102 | 3 | 0,8 | — | — | — | Черновая обработка наружных поверхностей
T3 | Канавочный резец, ширина резца B=4 мм | D103 | 3 | 0.4 | — | — | — | (| D123 | 4 | 0.4 | — | — | — |) Черновая обработка наружной канавки
T4 | Контурный резец D104 | 3 | 0,4 | — | — | — | Чистовая обработка торцевой и наружных поверхностей
T5 | Канавочный резец, ширина резца B=3 мм | D105 | 3 | 0,2 | — | — | — | ( | D125 | 4 | 0,2 | — | — | — |) Чистовая обработка наружной канавки
T7 | Фреза концевая D=20 мм, количество зубьев Z=6 | D107 | — | — | 20 | G17 | Выполнение лысок
T9 | Сверло из твердосплавного материала D=5 мм | D109 | — | — | 5 | — | G17 | Сверление отверстий параллельно оси Z
T11 | Сверло из твердосплавного материала D=5 мм | D111 | — | — | 5 | — | G19 | Сверление отверстий параллельно оси X
Особенности программирования переходов
На установе A в рамках комбинированной операции 010 осуществляется токарная обработка деталей с использованием таких инструментов, как подрезной резец, сверло для центрального отверстия, а также черновая и чистовая обработка наружных и внутренних поверхностей. Сверление выполняется за один проход с использованием твердосплавного инструмента, обеспечивающего подачу охлаждающей жидкости непосредственно в зону резания. Черновая и чистовая обработка внешнего контура, внутреннего контура и наружных радиальных канавок производится с помощью различных резцов. Черновая операция включает продольные движения резца, используя стандартный цикл обработки по контуру, тогда как черновая обработка канавок осуществляется через простое врезание. Чистовая обработка канавок выполняется движениями по контуру с закруглением острых краев. Обработка внутренней поверхности с повышенной точностью осуществляется с помощью дополнительного резца. Следует отметить, что черновые и чистовые переходы (П3 и П6) на установе A выполняются по однотипным траекториям. Это позволило отобразить их на едином операционном эскизе (см. «Обрабатывающий центр с ЧПУ: описание, общие положения» рис. 7).
На установе B в рамках комбинированной операции 010 осуществляется обработка детали с помощью токарных и фрезерных инструментов: точение наружных поверхностей, расточка, выполнение внутренних и торцевых канавок, фрезерование плоскостей и сверление двух групп отверстий. Токарная обработка внешних и внутренних контуров осуществляется резцами, использованными ранее на установе A. Черновая и чистовая обработка канавок на внутренних и торцевых поверхностях выполняется комплексными проходами соответствующего инструмента. Отсутствие специальных инструментов для чистовых переходов объясняется ограниченной емкостью револьверных головок.
Каждый из трех фрезерных инструментов токарно-фрезерного обрабатывающего центра с ЧПУ выполняет восемь повторяющихся проходов в различных угловых позициях детали (через 45°). Процедуры обработки задокументированы в управляющей программе тремя различными способами, чтобы продемонстрировать гибкость программного обеспечения. Процесс обработки плоскостей представлен в подпрограмме, с включением команды на поворот шпинделя в конце обработки; при этом управляющая программа осуществляет восьмикратный вызов подпрограммы. Сверление выполняется с использованием логических операторов IF и WHILE.
Рис. 3. Эскиз обработки детали по предварительной токарной операции
Фрезерные работы

В отличие от токарных работ, при фрезеровании металлическая заготовка остается неподвижной и обрабатывается посредством вращающегося многолезвийного режущего инструмента, именуемого фрезой. Фрезы могут иметь разные конструкции, такие как насадные, концевые, дисковые, пазовые, отрезные, угловые, фасонные и специальные.
Сфера применения фрезерных работ
- обработка металлических поверхностей;
- обработка деталей;
- подготовка корпусных деталей;
- нарезание пазов.
Фрезеровка также широко применяется для обработки валов и втулок. Этот метод позволяет резать детали под определенным углом. Преимущество фрезерных станков по сравнению с токарными заключается в том, что с их помощью возможно изготавливать фигурные детали со сложными геометрическими формами.
Вспомогательные элементы
Использование фрезеровальных приспособлений на токарном станке невозможно без применения вспомогательных компонентов. Для установки приспособления на корпусе суппорта необходимо предварительно просверлить отверстия и зафиксировать основание устройства с помощью болтов.
Люнеты, которые представляют собой дополнительные опоры, уменьшают провисание длинного вала во время его обработки. Центры удерживают заготовки большой длины на нужном уровне. Цанговые зажимы необходимы для надежной фиксации фрез в кулачковом патроне и шпинделе токарного станка. Они обеспечивают жесткую фиксацию хвостовика инструмента, центрируют его и повышают точность обработки, минимизируя риски повреждения кулачков при проворачивании фрезы.
Применение станочных поворотных тисков значительно увеличивает угол поворота изделия без необходимости его переустановки, что расширяет возможности оборудования.
При работе по шаблону используются подшипники или копировальные втулки. Это обеспечивает простое и точное следование фрезера по сложным траекториям.
В заключение
Приспособления для фрезерования, при низкой загрузке, могут заменить полноценный станок. В то же время они не требуют значительных дополнительных площадей для установки оборудования и экономят время при перенастройке деталей с одной операции на другую.
Для получения более подробной информации о фрезеровальных приспособлениях на токарном станке смотрите видео ниже.







