В процессе работы с цинковым покрытием для сварки применяют паяльный флюс, одним из основных типов которого является порошок HLS-B. Он эффективно отводит тепло с поверхности, тем самым предотвращая как испарение, так и окисление цинка. В дополнение к этому используют различные флюсовые припои, такие как UTP1, 18MF и 18XFC.
Технология сварки стальных оцинкованных труб
Оцинкованные трубы характеризуются высокой долговечностью, достигая срока службы более 30 лет. Их применение в системах водоснабжения, отопления (до 55°C) и газопроводах объясняется экологической безопасностью и антибактериальными свойствами. Цинковое покрытие предотвращает коррозию и значительно повышает устойчивость и прочность стали при различных механических нагрузках. Несмотря на то, что стоимость таких труб значительно выше, они широко используются в подземных прокладках, поскольку технико-экономический анализ показывает, что затраты на такие проекты остаются относительно низкими благодаря снижению расходов на ремонт.
Стальные трубы, которые покрыты тонким слоем цинка, носят название оцинкованных. При взаимодействии с окружающей средой цинк быстро окисляется, образуя на поверхности стойкую пленку оксидов, которая предотвращает проникновение окислителей в металле.
Существует несколько методов, используемых для цинкования:
- Интенсивное – погружение в расплавленный цинк;
- Напыление – применение холодного растворителя, после чего происходит процесс высыхания;
- Гальванический метод – нанесение ионов Zn в водный электролит при помощи электрического тока;
- Термодиффузионный метод – создание условий низкого давления и высокой температуры в вращающемся сосуде, где все компоненты находятся под напряжением;
- Термогазовый – движение частиц жидкого металла в потоке нагретого газа.
Эти технологические решения нашли применение в различных секторах, включая создание трубопроводных систем, выпускные трубы, водосточные устройства и многое другое.
Сложность процесса сварки объясняется различиями в температурах плавления стали и цинка. Цинк, достигая температуры 907°C, переходит в газообразное состояние, что приводит к выделению в атмосферу вредных паров, способных вызвать отравление. Кроме того, процесс сварки может приводить к выгоранию металла и утрате его коррозионной устойчивости, что делает сварной шов пористым и нестабильным. В то время как температура плавления стали составляет от 1450 до 1520°C.
Для решения данных проблем предлагаются альтернативные способы стыковки. Разнообразие трубного металлопроката ВГП включает модели с резьбой и муфтами, а в некоторых случаях применяются обжимные пресс-фитинги с кольцами и уплотнителями.
Согласно пункту 16 СНиП 30501-85 «Внутренние водоснабжение и канализация зданий», рекомендовано выполнять сварку оцинкованных труб, при этом устраняя токсичные вещества, или предварительно очищая трубы от оцинковки на расстоянии 20-30 мм. Затем следует использовать 94%-ю цинковую краску в околошовной зоне.

Допустимые материалы для сварки включают:
- Проволоку для самозащиты Св-15ГСТЮЦА, обогащенную церием, диаметром от 0,8 до 1,2 мм, изготавливаемую по ГОСТ 2246-70;
- Электроды диаметром до трех миллиметров с рутиловой или фтористо-кальциевой оболочкой;
- В соответствии с проектными требованиями можно применять иные методы.
В 2012 году документ был аннулирован. Новый стандарт СП 73133302016 запрещает использование сварных труб из оцинкованной стали внутри зданий, согласно пункту 46. В соответствии с параграфом 512 разрешено использовать кованое чугунное оборудование, включая фитинги, фланцы и соединительные элементы, для монтажа.
Способы сварки труб из оцинкованной стали
Если по определенным причинам требуется произвести сварку оцинкованного материала и это не противоречит санитарным нормам, нужно максимально минимизировать возможные негативные последствия:
- Вредные пары оксидов цинка могут угрожать здоровью. Работы следует выполнять в хорошо проветриваемых помещениях, чтобы избежать отравления. Работники обязаны использовать респираторы для защиты органов дыхания, а также не должны забывать о другой необходимой защите, такой как защитные маски, перчатки и резиновая обувь.
- При активном кипении Zn на поверхности стали образуются микротрещины и поры, что делает соединение проницаемым. Сложно минимизировать время нагрева при обработке толстостенного проката.
- Таким образом, целостность защитного покрытия в области шовного соединения повреждается, что сокращает срок эксплуатации изделия. Часть проблемы можно решить, применяя цинковые краски.
Существуют методы, позволяющие избежать профессионального выгорания материала:
- Если использование фитингов невозможно для тонкостенного проката, можно нарезать резьбу и соединять структуру при помощи герметиков;
- Удалить слой цинка в зоне вокруг шва, а после завершения сварки нанести антикоррозийное покрытие.
Методы сварки трубопроводов из оцинкованного материала включают:
- Электродуговую сварку вручную с использованием специальных электродов;
- Сварку «под флюсом», которая подразумевает применение низких температур, способствующих слиянию стали и припоя.
Различные методы сварки цинковой стали также существуют, но наиболее эффективны для листового материала. Эти методы включают Tig с вольфрамовым стержнем в атмосфере аргона, а также полуавтоматическую Mig/Mag с медной проволокой в смеси аргона и диоксида углерода.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды как с основным, так и с рутиловым покрытием. Первые следует использовать для изделий из низкоуглеродистой стали, в то время как вторые – для низколегированных. Примеры марок:
- МР-3, АНО-4, ОЭС-4 – с рутиловым покрытием;
- УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как правильно произвести сварку трубы электродом на оцинкованной поверхности? Сварной шов наносится возвратно-поступательными движениями электрода. Процесс сварки выполняется при увеличенных зазорах и при повышенных токах на 10-50А (в зависимости от толщины стенки), с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет испарения, опасные как для здоровья, так и для окружающей среды, используются защитные среды, такие как флюсы, а также обязательна защита для работников. В процессе работы с толстостенными изделиями слой цинка на месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных сталей (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (около 18%) и сопротивлением разрыву (45 кгс/мм). Сварка может проводиться как инвертором, так и трансформатором, при этом сила тока достигает до 60А, а дуга должна быть предельно короткой. Для таких работ применяют следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для профессиональной сварки толстостенных труб;
- МР-3 – могут применяться без предварительной зачистки кромок;
- МР-3С – позволяют получить качественный шов с высокими требованиями к материалу;
- ОЗС-12 – позволяют осуществлять сварку и на удлиненной дуге, причем на поверхности кромок не должно быть следов влаги.
Для эффективного соединения труб встык можно воспользоваться следующим методом. Сначала необходимо установить прихватки по углам труб, затем выполнить сварку стыкового соединения. При работе с тонкостенными (до 2 мм) трубами шов наносится одним слоем, тогда как для толстостенных – в несколько проходов. Для стенок толщиной 1 мм подходят электроды диаметром 1,6 мм, для толщины 2-3 мм – электроды диаметром 2-2,5 мм, а для стенок толщиной 3-6 мм – соответственно, 3-4 мм.
Скачать:
| Вложение | Размер |
|---|---|
| Технология соединения оцинкованных труб сваркой | 21.91 КБ |
Русак Виктор Сергеевич
ГБПОУ Катайский профессионально-педагогический техникум
Профессия Мастер жилищно-коммунального хозяйства
102 группа, 1 курс
Оцинкованные трубы находят широкое применение в различных коммуникациях. Однако, их соединение между собой с помощью резьбы вызывает определенные трудности. Это связано с особенностями материала, из которого изготовлены трубы. Использование оцинкованных труб с резьбовым соединением – достаточно редкое явление, так как стоимость выполняемых работ в таких случаях значительно возрастает. Чаще всего для соединения оцинкованных труб используют традиционную сварку.
Однако сварка оцинкованных труб запрещена согласно пункту 4.6. СП 73.13330.2012 «Внутренние санитарно-технические системы зданий». Это не является просто капризом разработчиков инструкции.
Процесс сварки оцинкованного металла является специфичной процедурой. При воздействии высокой температуры сварочной дуги, цинк переходит в газообразное состояние. Пары цинка, будучи весьма опасными, создают высокую вероятность отравления при сварке. Так, согласно действующим нормам, рабочее место сварщика, работающего с оцинкованным металлом, должно быть оборудовано эффективной и мощной вентиляцией. Несоблюдение норм техники безопасности при сварке оцинковки может вызвать временное удушье, а постоянный контакт с парами цинка — хронические заболевания органов дыхания.
Также стоит отметить, что при сварке оцинкованного металла следует соблюдать специальные технологии выполнения работ.
- Непременно необходимо очистить околошовную зону от слоя цинка, поскольку пары незачищенного цинка при сварке растворяются в сварочном металле. После затвердевания металла на поверхности образуются межкристаллизационные трещины, и цинк сосредотачивается вдоль границ зерен главного металла. В результате такое соединение становится крайне хрупким и ненадежным. Если технологически удалить цинк с поверхности стыка нельзя, тогда сварка оцинкованной стали должна проводиться электродами со специальным флюсовым покрытием.
- Можно увеличить сварочный ток, одновременно повысив зазор между свариваемыми деталями. Однако, это возможно лишь при толщине цинкового слоя до 15 микрон.
- Существует метод предварительного выжигания цинка электродом (возвратно-поступательная техника движения электрода по оцинкованной поверхности). Эта техника эффективна при толщине цинкового слоя до 40 микрон. Если же слой толще, то сварка оцинковки требует обязательной зачистки поверхности для достижения качественного шва.
Из всего изложенного следует, что работы по сварке оцинкованного металла (труб) – это высокотехнологичный процесс, требующий определенных материальных затрат, временных ресурсов и высокой квалификации исполнителей, занимающихся данным видом работ.
В современном мире оцинкованная сталь активно применяется во многих отраслях промышленности и строительства, так как она считается отличным конструкционным материалом. Эта сталь устойчива к коррозии и при этом стоит относительно недорого. К тому же, оцинкованные трубы имеют привлекательный внешний вид, что делает их подходящими для различных дизайнерских решений. В большинстве случаев для соединения оцинкованных труб применяется сварка. Сварка оцинкованных труб на первый взгляд кажется простой, но имеет свои тонкости, с которыми стоит ознакомиться до начала сварочных работ.
Недостатки оцинкованных труб
Сложности с сохранением цинка в процессе сварки подталкивают многих строителей к переходу на более современные композитные материалы. Кроме того, оцинковка применяется только с внешней стороны, тогда как внутренняя часть остается из обычной стали. Таким образом, внутренние стенки трубы подвержены коррозии, хотя внешний износ защищен.
Изначально предполагалось соединять оцинкованные детали без использования тепловой обработки. Однако затем были разработаны различные методы, позволяющие выполнить такую операцию. Стоит отметить, что качественно восстановить цинковое покрытие после его испарения или защитить металл от коррозии так, как это было сделано на заводе, уже не получится.
Стоимость сварки оцинкованных труб зависит от объема выполняемых работ. В целом, данная процедура будет дороже стандартной сварки, вследствие необходимости использования дополнительных расходных материалов.
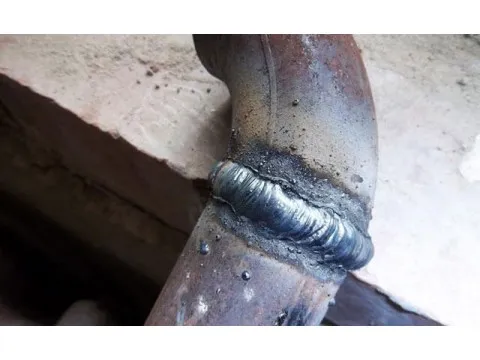
Соединение труб с цинковым покрытием ручной электродуговой сваркой
Для предотвращения возникновения пор в стыках и угловых швах рекомендуется увеличить ток и снизить скорость сварки. Для этого необходимо использовать электроды, подходящие для оцинкованных труб, подбираемые в зависимости от марки стали. В частности, для сварки труб из высокоуглеродистой стали подходят электроды с рутиловым покрытием. Если же используется низколегированная сталь, рекомендованы электроды с основным покрытием.
Электроды с рутиловым покрытием обладают рядом преимуществ:
- Благодаря оксиду титана, который входит в состав электрода, зажечь дугу можно легко и быстро, причем неоднократно;
- Швы, выполненные с применением такой дуги, получаются герметичными, прочными и качественными, без дефектов;
- При использовании почти не происходит брызг, что делает потери материала минимальными.
В составе рутилового покрытия электрода могут быть присутствовать порошки железа, что способствует снижению содержания углерода в слое цинка и повышает устойчивость к растрескиванию.

Следует отметить, что для выполнения сварочных работ с электросваркой необходим хотя бы базовый практический опыт (подробнее: «Как варить трубы электросваркой правильно – пошаговое руководство»). На мощность дуги влияние оказывает не только внешнее покрытие электрода, но и его толщина. Так, слишком толстый электрод быстрее прогорает материал, а слишком тонкий вряд ли даст возможность сделать прочный шов. В большинстве случаев работы проводятся с трубами толщиной стенки от 1,5 до 5 мм, поэтому оптимальным диаметром электрода будет 2-3 мм.
Не менее важной является скорость движения электрода по поверхности. Если это делать слишком медленно, существует риск прожига трубы. В то время как высокая скорость, превышающая допустимые значения, может привести к получению непрочного шва. Оптимальную скорость движения можно определить лишь экспериментальным путем.
По завершению сварочных работ обязательно следует обработать швы антикоррозийным составом.
Состав для антикоррозийной обработки должен соответствовать ряду критериев:
- обладать хорошей адгезией к поверхности;
- обеспечивать защиту от окисления на цинковом покрытии;
- быть легким и удобным в нанесении, не требуя специальных устройств.
Неплохим вариантом защиты оцинкованных изделий считается специальная краска, содержащая около 94% цинковой пыли. Этот состав просто наносится и хорошо держится на вертикальных поверхностях благодаря присутствию в нем неомыляемых соединений.
Как альтернативный способ антикоррозийной защиты поверхности можно использовать наплавку проволоки, содержащее 99,99% цинка, или цинково-кадмиевые прутки.
Другие методы соединения оцинкованных изделий
Еще одним методом стыковки оцинкованных труб без применения нагрева является резьбовая соединение. Процесс нарезки резьбы на оцинкованных трубах требует большого мастерства, поэтому этот способ чаще применяется для изделий с малым сечением. К тому же, данный метод оказывается более затратным по сравнению с обычной сваркой. Важный момент – на участке, где нарезается резьба, слой цинка удаляется, что приводит к ускорению коррозионных процессов.

Для монтажа систем водоснабжения и отопления могут также использоваться бессварные комплекты труб с фитингами, напоминающими конструктор. В их состав входит муфта с уплотнительным кольцом, которая затягивается с помощью болтов и фиксируется на канавках по краям трубы. Хотя такая сборка труб пока не очень распространена в нашей стране, она обеспечивает надежное соединение и выполняется достаточно быстро.
В заключение можно сказать, что ответ на вопрос о возможности сварки оцинкованных труб будет положительным при условии соблюдения всех норм техники безопасности и технологий выполнения работ, а также при наличии достаточного опыта. Очень важно избежать перегрева труб и испарения цинка. Предотвратить эти нежелательные процессы помогают флюсы и рутиловые электроды. Альтернативные способы стыковки труб, хотя и допустимы, требуют больших затрат.
Как приварить оцинковку к черному металлу
Соединение материалов с кардинально различным химическим составом возможно только при надежной защите от негативных воздействий окружающего кислорода. Даже при использовании инверторного источника питания и корректной настройке рабочих параметров, выбор электродов для соединения оцинковки и черного металла – это основной вопрос защиты.
Качественное соединение оцинковки с черным металлом можно осуществить с помощью следующих методов:
- аргонная сварка (TIG);
- полуавтоматическая сварка (MIG/MAG);
- ручная дуговая сварка (MMA);
- сварка неплавящимся электродом.
При любых способах сварки важно использовать электроды или проволоку, соответствующие требованиям для работы как с цинком, так и с черными металлами. При полуавтоматической и аргонодуговой сварке защиту расплавленного металла целесообразно осуществлять газовым путем – с использованием инертного газа. В противном случае качество шва может оказаться ненадежным.
Как варить оцинкованные трубы
Сварка оцинкованных труб электродами (или проволокой) в целом производится по аналогичной технологии, что и для других изделий.
Для обеспечения высокого качества и сохранности цинка наиболее оптимальным является использование газовой горелки. Основные нюансы заключаются в следующих манипуляциях:
- предварительное снятие защитного слоя не требуется – достаточно подогреть края труб на расстоянии 25-30 см от торцов; при появлении своеобразной прозрачности покрытия следует прекратить нагрев;
- присадочный материал подводят к трубам и оплавляют с помощью пламени (при этом важно направлять пламя не на трубы), в процессе чего капли, образующиеся на конце, будут формировать шов.
Варить оцинкованную трубу рекомендуется с подачей проволоки под углом 20-30° к поверхности трубопровода.