Суть функционирования таких устройств заключается в применении холодной растяжки. Эта методика подразумевает смещение центра трубы в направлении фиксированного изгиба, что в свою очередь исключает вероятность возникновения трещин и других повреждений на наружной поверхности профильной трубы. Таким образом, трубная структура сохраняет свою прочность и другие важные эксплуатационные характеристики.
Как производится гибка металлических труб: технологические тонкости выполнения работ
Трубы, согнутые под определёнными углами, имеют широкое применение в таких сферах, как нефтяная и химическая промышленности, а также в машиностроении и производстве аппаратов. Они являются важными элементами для любого архитектурного или строительного проекта.
Хотя для создания поворотов труб можно использовать различные фитинги, это может привести к возникновению утечек, что в некоторых случаях абсолютно неприемлемо с эстетической точки зрения. Гибка труб обеспечивает более привлекательный внешний вид и высокую надежность, и при этом не нарушает их целостность.
В данной статье мы подробно рассмотрим, как правильно выполнить сгибание металлической трубы с использованием как холодной, так и горячей технологии. Мы также обсудим особенности сгибания труб, выполненных из различных материалов, включая профильные и стандартные круглые трубы.
Особенности процесса гибки
Каждый металл имеет свои уникальные характеристики, и без учета этих особенностей невозможно выполнить сложную форму из металлического проката. На гибкую трубу воздействуют радиальные и тангенциальные силы.
Радиальные силы деформируют сечение трубы, в то время как тангенциальные способствуют образованию складок. Основное требование к конечному результату заключается в том, чтобы сечение трубы оставалось неизменным, а на стенках не появлялись гофры. Гибка труб позволяет значительно уменьшить количество сварных швов, необходимых при прокладке трубопроводов с отводами.
Гибка труб наиболее востребована в строительстве каркасов для теплиц, навесов, входных групп, веранд и садовой мебели, что создает надежную основу для крепления различных деталей, как деревянных, так и металлических, а также поликарбонатных.
Гибка труб также способствует снижению количества фитингов, что уменьшает количество потенциально опасных точек утечки. Однако без использования специального инструмента выполнять гибку труб крайне не рекомендуется, поскольку неправильные действия могут привести к уменьшению сечения трубы, что, в свою очередь, изменяет давление среды и снижает пропускную способность всей системы.
Для достижения идеального радиуса гибки без значительных деформаций сечения трубы используются специальные гибочные приспособления и установки.
Если гибка труб производится редко, можно обойтись самодельной конструкцией, например, плитой с дорнами для поддержки трубы, или же изготовить ручной инструмент из доступных материалов.
Для выполнения фигурной деформации труб по заданному радиусу можно создать оправку — специальное устройство с округлым краем, которое будет придавать нужную форму сгибаемой трубе.
По методу привода в действие гибочные станки могут быть механическими и электрическими. В зависимости от принципа работы их также делят на вальцовые (роликовые) и гидравлические.
Включение домкратов, рычагов и гидравлических поршней в конструкцию станка существенно упрощает процесс гибки, снижая физическую нагрузку на оператора.
Ручные гибочные инструменты и стационарные станки с гидравлическим механизмом могут быть снабжены электроприводом.
Трубогибочные станки, работающие способом наматывания
Трубогибы, применяющие метод наматывания, наиболее часто используются в таких отраслях, как авиация и космическая промышленность, автомобилестроение, тракторостроение, а также в общем машиностроении и мебельном производстве. Эти устройства позволяют получать высококачественные гибы труб на малых радиусах (от 1,5 диаметра трубы) и обеспечивают высокую и абсолютную повторяемость геометрических параметров при пространственном формовании деталей.
Из-за высокой производительности трубогибы, работающие по методу наматывания, чаще всего предпочитаются на массовом, крупносерийном и серийном производствах; однако они также дают отличные результаты и в мелкосерийном и экспериментальном производстве.
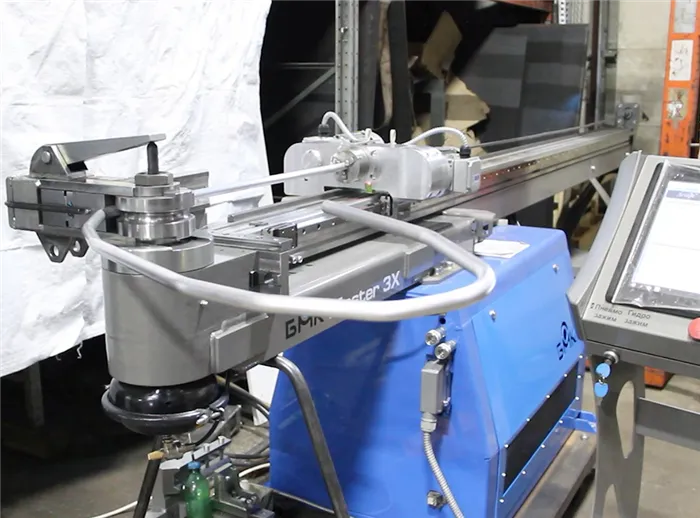
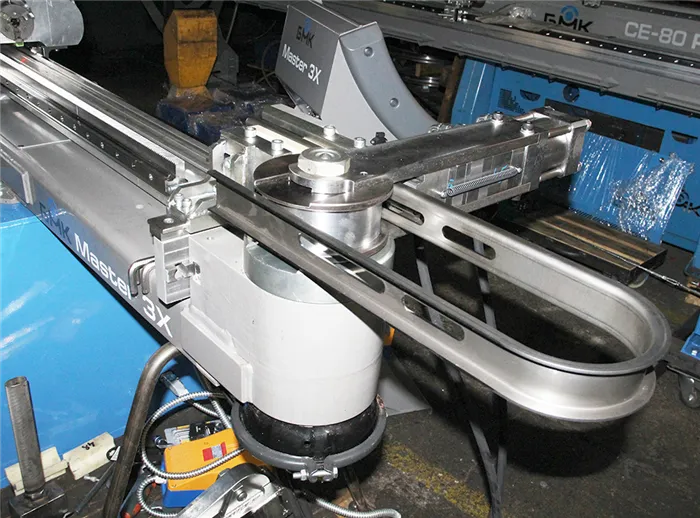
Принцип действия трубогиба заключается в следующем: труба насаживается на дорн станка, а затем зажимается прижимом, который фиксирует трубу на гибочном ролике. Когда этот ролик вращается, он тянет за собой трубу, наматывая её по радиусу на гибочный ролик до достижения необходимого угла гиба. В качестве точки опоры для изгиба трубы служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не дает её сечению измениться.
Важно отметить, что выдвижение дорна на трубогибе позволяет регулировать овальность трубы в месте изгиба. В практике компании ООО «БМК» были отмечены случаи, когда при дорновой гибке способом наматывания удавалось достичь значения овальности (изменения сечения) трубы не более 0,2-0,3%. Трубогибы, производимые ООО «БМК», практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте гиба не более 4%, что вполне достаточно для любых конструкций, будь то ракеты, самолеты, автомобили или другие технически сложные механизмы.
Работа таких трубогибов делится на два основных этапа.
Трубогибы, работающие методом наматывания, могут использоваться как с дорном, так и без него.
Дорновые трубогибы и трубогибочные станки позволяют сгибать тонкостенные трубы с радиусом гиба от 2 диаметров трубы, а толстостенные — от 1,5 диаметра без образования гофр, обеспечивая качество гиба, соответствующее стандартам аэрокосмической и атомной тепловой энергетики, а также общего машиностроения.
Бездорновые трубогибы ориентированы на гибку только толстостенных труб на радиусах более 3-4 диаметров трубы, а при бездорновой гибке тонкостенных труб на такие радиусы неизбежно появляются заломы и гофра.
Дорновые трубогибы, работающие способом наматывания, позволяют сгибать тонкостенные трубы в различных плоскостях с прямым участком между изгибами, который может достигать длины от 1,5 диаметров трубы, а с использованием специальной оснастки этот прямой участок может быть сокращён до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- гибочный ролик с ручьем под конкретный типоразмер трубы, с фиксированным диаметром;
- зажим для трубы с ручьем под определённый типоразмер трубы;
- вставка или ролики скользящего башмака под конкретный типоразмер трубы;
- дорн (может быть жестким или гибким), специально сделанный для определённого типоразмера и материала трубы;
Трубогибочные станки, работающие способом обкатки
Трубогибочные станки, работающие методом обкатки, широко используются в строительной отрасли, а также при мелкосерийном и индивидуальном производстве. Принцип работы этих трубогибов заключается в прижатии трубы к ручью неподвижного гибочного ролика обкаточным роликом. Ручьи обкаточного и неподвижного роликов трубогиба должны соответствовать размерам изгибаемой трубы. Фиксация трубы на станке выполняется вне зоны движения обкаточного ролика.


Методом обкатки можно гнуть только толстостенные трубы (например, используя трубогибы, типа RE-60 TECHNIC), с наружным диаметром до 60 миллиметров, при осевом радиусе гиба не менее 3,5D. Овальность (изменение сечения) трубы в месте её гиба может достигать 10-12%. Для достижения этого значения овальности на трубогибах и трубогибочных станках данного типа должно быть устройство, позволяющее регулировать зазор между неподвижным и обкаточным роликами.
Когда требуется изготовление простых деталей с одним или несколькими изгибами, для которых нет строгих требований к качеству гиба, к сохранению сечения трубы и её геометрии, вполне подойдут трубогибочные станки и трубогибы, работающие способом обкатки. Такие трубогибы считаются наиболее доступными и простыми в использовании.
Как правильно согнуть трубу
В этом разделе мы пробуем выяснить, как правильно согнуть профильную или круглую трубу.
В быту может возникнуть необходимость в изгибах металлических изделий для водопровода, канализации, теплиц, калиток, навесов и других сооружений. Если заготовки имеют небольшое сечение, некоторые люди предпринимают попытки выполнить эту работу самостоятельно. Но, не имея нужных знаний и опыта, можно столкнуться с проблемами и получить дефекты, а в некоторых случаях даже получить травмы.
Понимание процесса изгибания металла поможет ответить на вопрос, как согнуть профильную трубу? Суть всей процедуры при использовании холодного метода заключается в растяжении изделия по заданному радиусу, тогда как при горячей технологии происходит его нагрев, также с последующей или одновременной растяжкой. Вот некоторые важные элементы, которые необходимо учитывать для более точного деформирования заготовки:
- длину отрезка для захвата детали, который, вероятно, будет отправлен в отходы;
- если необходимо несколько равномерных колец, лучше изготовить пружину, которую можно позже раскроить на окружности;
- в процессе деформации на стенки трубы одновременно действуют силы растяжения и сжатия. Внутренний слой материала подвергается сжатию, в то время как внешний растягивается; наибольшее напряжение наблюдается в области центральной оси изгиба. Поэтому следует избегать нахождения рядом с рабочим механизмом трубогиба после его запуска, чтобы избежать серьёзных травм;
- при нагреве повышается пластичность изделия, однако тонкие трубы лучше не подвергать прогреву;
- процесс значительно усложняется, если необходимо выполнить несколько изгибов в разных направлениях;
- пользуйтесь отдельными таблицами для расчёта параметров каждого металла: стали, меди, латуни, алюминия, а также металлопластика, сплавов и других материалов.
Как согнуть профильную трубу
Профили, производимые и поставляемые на рынок, маркируются, что дает информацию о их характеристиках. Основные требования, предъявляемые к конечному результату:
- сечение должно сохранять свою первоначальную форму;
- отсутствие дефектов.
При деформации стенки сортамента из-за воздействия сил растяжения и сжатия максимальное воздействие испытывает внутренняя часть трубы, стремясь к расширению намного больше, чем внешняя. Поэтому форма готового изделия после изгибания может стать трапециевидной.
При использовании ручного профилегиба необходимо предварительно произвести расчёты, чтобы избежать дефектов:
- определяем длину профиля, которая нужна для захвата. Этот отрезок всегда остаётся, о чём нужно помнить;
- вычисляем длину участка, который необходимо согнуть, используя формулу π∙α:180(R+DH:2), где π равняется 3,14, α — угол желаемого изгиба, R — радиус, а DH — наружное сечение.
После проведённых расчётов на агрегате устанавливаются соответствующие ролики, фиксируется профильное изделие, и начинается процесс гибки.
Бывает, что профиль изогнут вправо или влево после проката. В таких случаях необходимо повторно прокатить его, начиная с противоположного конца.
Для сгибания сортамента под углом 90 градусов необходимо выполнить следующие действия:
- провести разметку на одинаковой длине;
- используя болгарку, вырезать металл в местах проведённой разметки, стараясь сделать выемки одинаковой ширины;
- выполнить сгибание, соединяя полученные швы;
- осторожно заварить места соединения.
Такой способ деформации выглядит более аккуратно, чем гофры, которые могли бы возникнуть в случае без надрезов, и является более надёжным вариантом, чем соединения с помощью фитингов.
Обзор видов
Рычажный
Это удобный инструмент, подходящий для работы с медью, а также из металлопластика и труб из тонкостенного металла. Принцип функционирования данного устройства довольно прост: в каждом механизме присутствует роликовый подвес, полуролик и пара рычагов. Формирование заготовки происходит благодаря механической силе оператора и фиксируется зажимом. Такого рода обработка позволяет сгибать трубы под углом 180 градусов.
К важным преимуществам рычажного инструмента относятся:
- возможность изгибания металла в воздухе без опоры;
- с помощью ролика можно обрабатывать большое количество труб с идентичным углом загиба;
- наличие рычага многократно увеличивает давление на металл, при этом уменьшая требуемую силу работы оператора.
Трубогибы подобного типа могут изготавливаться из металла, стекловолокна и даже пластика. Некоторые модели включают гидроцилиндры. Недостатком такого оборудования является лишь ограниченное применение инструментов, так как этот трубогиб узкопрофильный и подходит только для сантехнических труб, в то время как для более крупных или специальных труб он оказывается бесполезным.
Пружинный
С технической стороны этот ручной трубогиб представляет собой простой инструмент, состоящий из упругой пружины, способной хорошо удерживать форму. В этом устройстве отсутствуют сложные механизмы, а работа осуществляется за счёт мышечной силы. Он выпускается в двух вариантах — внешнем и внутреннем. В первом случае пружина накладывается на трубу, а во втором вставляется внутрь неё. Он оптимально подходит для работы с медными изделиями, а также для сантехники из металлопластика.
Использование пружинного инструмента позволяет создавать необходимый угол, при этом снижая риск повреждения металла. К достоинствам этого устройства можно отнести возможность изгибания труб в воздухе, а также придания нужной формы уже подведённым к водоснабжению трубам. Однако есть и недостатки: отсутствует валики под заготовкой, поэтому сгиб может получиться произвольной формы. Также каждая пружина может использоваться только для труб определённого диаметра.
Сфера применения подобного оборудования ограничена тонкостенными сантехническими трубами.
Автоматический
Такое устройство представляет собой автоматическую версию ручного трубозагибочного инструмента, при этом оно унаследовало уголковый механизм работы, возможность выполнять сгибы на весу и осуществлять процесс по движущемуся ролику. Такого рода трубогиб можно перемещать, а его размеры обычно не превышают стандартных габаритов перфоратора.
Подходит для деформации следующих видов проката:
- медные тонкостенные трубы диаметром менее 1 дюйма;
- стальные тонкостенные трубы диаметром до 25 мм.
Физическая сила, применяемая для сгибания, передаётся на шестеренчатый редуктор, который переключает действие на рабочий вал, и именно он осуществляет поворот заготовки. Устройство может обеспечить угол наклона в диапазоне от 0 до 180 градусов. Нагрузка на механизм сравнительно высока, поэтому качество инструмента определяется материалом шестерни. В наименее дорогих моделях шестерни изготовлены из порошковых сплавов, которые имеют короткий срок службы. В более дорогостоящих вариантах шестерни сделаны из стали.
Материалы, из которых изготовлен редуктор, играют ключевую роль в продолжительности эксплуатации инструмента.
Арбалетного типа
Это универсальное устройство, работающее благодаря сменным насадкам для трубок определённого диаметра. Устройство имеет Т-образную форму, с держателем труб, крепящимся с одной стороны. Параллельно крепится рычаг, который передает физическую силу. В большинстве случаев в конструкции оборудования задействована мускульная сила, но существуют модели, где сила направляется на гибочный башмак.
Лучшие модели
На сегодняшний день в продаже доступны ручные трубогибы от различных производителей — Ridgid, Rems Sinus, Зубр, Stalex, Blacksmith. Согласно отзывам пользователей, наивысшими эксплуатационными характеристиками обладают следующие модели.
Stalex TR-10 100308
Этот ручной трубогиб является отличным вариантом для использования в личной мастерской или на небольшом предприятии. Цена инструмента составляет около 5000 рублей, а особенности механизма позволяют работать с трубками различных диаметров без необходимости изменения оснастки. Конструкция оборудована тремя типами оправ и имеет повышенный упор для фиксации детали. На платформе предусмотрено три отверстия для крепления устройства на горизонтальной опоре. Механизм изготовлен из инструментальной стали и покрыт порошковым напылением для защиты от коррозии.
Преимущества данной модели:
- доступная цена;
- усиленная рама толщиной 6 мм;
- поддерживает работу с трубами размером 20, 25 и 32 мм;
- рабочий диапазон выгибания 0-180 градусов;
- компактный размер, благодаря чему изделие легко помещается в багажник;
- масса всего 15 кг, что упрощает работу на выезде.
Недостатки:
- короткая ручка, часто её удлиняют для облегчения процесса гибки;
- неудовлетворительное качество сварочных швов, что может потребовать повторной сварки;
- центральное отверстие имеет матричную форму, что создает определенные сложности при работе с трубами 32 мм, из-за необходимости перенастройки узла крепления.
Smart&Solid BendMax-200
Этот ручной трубогибочный станок идеально подходит для работы с квадратными и прямоугольными профилями. Он изготовлен из прочной стали, что позволяет ему выдерживать значительные нагрузки в процессе гибки. В качестве упоров используется пара роликов, установленная в нижней части конструкции; третий ролик дополнён воротковой рукоятью для эффективного проката деталей. Гибка осуществляется посредством поступенчатого нажатия винта, а на лицевой панели предусмотрена шкала делений в градусах.
Плюсы данной модели:
- корпус из прочной стали;
- эргономичная рукоятка с оплеткой для удобного захвата и минимизации скольжения;
- компактные размеры;
- возможность работы с трубами диаметром от 15 до 40 мм и толщиной стенок до 2 мм.
Минусы:
- высокая цена — от 13000 рублей;
- отсутствие ограничителей по краям и с торца;
- масса о حوالي 23 кг.
Горячая гибка
Этот метод позволяет сформировать профтрубу необходимой формы, избегая риска возникновения трещин и сплющиваний. Изгибы получаются плавными и аккуратными. Тем не менее, данный метод нельзя применять для труб, покрытых цинком, так как в процессе нагрева обгорает оцинкованный слой, который защищает конструкцию от коррозии.
Необходимые инструменты и материалы:
- кварцевый песок;
- две деревянные заглушки;
- газовая сварка (горелка);
- дрель.

Инструкция:
- Одну сторону профтрубы закрывают деревянным колышком, затем наполняют кварцевым песком и также закрывают противоположный конец. Это делается для предотвращения деформации трубы в процессе гибки. Без использования песка материал может быть поврежден.
- В одном из концов профтрубы делают отверстие для выхода воздуха в процессе нагрева.
- Участок, который необходимо согнуть, разогревают с помощью газовой сварки или горелки, после чего придают профтрубе нужную форму. При работе с газовой сваркой важно соблюдать меры предосторожности, чтобы избежать перегрева металла, что может привести к образованию окалины и ухудшению эксплуатационных показателей изделия.
- Как только труба приобретает желаемый изгиб, необходимо вынуть деревянные клинья и высыпать песок. Заглушки можно легко извлечь, нагрев концы профтрубы горелкой.
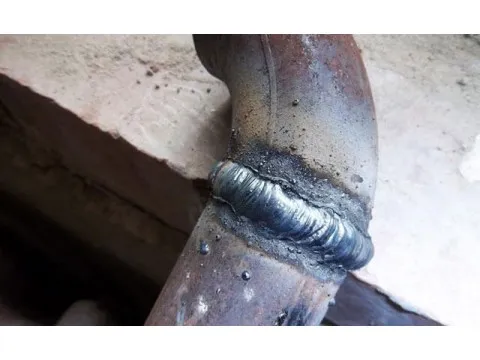
Как согнуть трубу при помощи сварочного аппарата и болгарки
- На протяжении всей длины предполагаемого изгиба выполняются поперечные надрезы с помощью болгарки.
- Ба осуществляется сгиб трубы.
- С использованием сварочного аппарата запаиваются надрезы, после чего места запайки шлифуют.
Разнообразие методов гибки профильных труб позволяет выполнить эту процедуру самостоятельно, не прибегая к помощи профессионалов и не используя дорогостоящее оборудование. Главное — следовать алгоритму создания изгибов и подходить к работе с должной ответственностью.