Сварщики с большим опытом часто выбирают электроды МР-3 Континент. Эти электроды имеют толстое рутиловое покрытие и отлично плавятся. В процессе сварки рекомендуется наклонять электрод в сторону наплавления и поддерживать короткую дугу, что способствует качественному соединению.
Сварка труб электросваркой — этапы работы
В автономных системах отопления передача теплоносителя часто осуществляется через металлические трубы. Для их соединения в надежную систему обычно применяется электросварка. Этот метод позволяет получать прочные, герметичные соединения, которые способны выдерживать значительные термические нагрузки и постоянное давление воды.
Выбор электродов
Электросварка заслуженно считается наиболее распространенным и доступным методом соединения металлов. Он подходит для сварки труб как круглого, так и профильного сечения, а также для соединений различных стальных деталей и конструкций. Сварочный аппарат преобразует переменный ток в постоянный, что нагревает электродугу, а затем и металл до необходимой температуры. Эту технологию легко освоить, даже если у вас нет большого опыта.
Электрод представляет собой тонкий металлический стержень с особым защитным покрытием, которое способствует созданию стабильной электрической дуги. Эта дуга расплавляет металл, предотвращая его окисление, что особенно важно для формирования качественного сварного шва.

Электроды являются расходным материалом, и их характеристики напрямую влияют на качество сварочных работ. Они классифицируются по типу сердцевины:
- С неплавящейся сердцевиной. Эти электроды образуют устойчивую дугу при любом токе и в меньшей степени деформируют металл.
- С плавящейся сердцевиной. В этом случае рабочим элементом является проволока различных диаметров. Они могут быть сделаны из стали, меди или алюминия, что позволяет эффективно использовать их в труднодоступных местах и для сварки разных металлов.
Толщина внешней оболочки таких электродов может варьироваться от 1 до 3 мм и формируется из различных материалов:
Эти электроды легко зажигаются и устойчиво горят, что позволяет производить сварку на различных токах и формировать ровный шов. Однако важно учитывать, что они могут выделять опасные токсины.
- Целлюлозные электроды (C). Содержат органические элементы, смолы и тальк. Такой тип используется при сварке больших труб, например, магистральных насосов для транспортировки воды или газа. Благодаря этому покрытию снижается образование шлака. Однако стоит отметить, что процесс может сопровождаться сильными брызгами металла, и электроды требуют предварительной прокалки.
- Рутилово-кислотные электроды (RA). Применяются для сварки труб в системах отопления и водоснабжения. Шлак, образующийся при сварке, можно легко удалить, просто постукивая. Эти электроды обеспечивают получение ровного и аккуратного шва, позволяют работать с короткими швами и эффективно применять их при сварке угловых соединений и на ржавом или влажном металле.
Основным преимуществом рутилово-кислотных электродов является их возможность использовать в различных плоскостях, что делает их особенно полезными для вертикальной сварки.
Существуют универсальные электроды, которые подходят для работы с толстостенными трубами и могут быть использованы даже при отрицательных температурах.
На рынке представлен широкий ассортимент электродов различных марок. Перед покупкой рекомендуется проконсультироваться с профессиональным сварщиком или изучить отзывы на специализированных форумах.
Совет. Не экономьте на расходных материалах. Неправильно подобранные электроды могут существенно ухудшить качество сварки.
Способы сварки трубного проката из металла
- Механический способ — осуществляется под давлением. В этом случае механическая энергия преобразуется в тепловую, что приводит к оплавлению металла. Он включает в себя методы диффузионного сваривания в вакууме, стыковку с использованием ультразвука и взрывное соединение.
- Термический способ — соединение осуществляется путем нагрева труб. Здесь источниками энергии могут служить электрический ток, электродуга, излучение или открытое пламя. Края заготовок оплавляются, образовывая расплавленную ванну стали.
- Термомеханический способ — комбинированный метод, объединяющий воздействие давления и температуры на прокат.
Сварка с использованием давления включает холодное, газопрессовое, прессовое, термитное и контактное сваривание, а также сварку трением и ультразвуком. Рассматривая сварочные методы, основанные на плавлении, можно выделить ручную электродуговую сварку, сварку под флюсом, в среде защитных газов и газовую сварку.
При организации трубопроводов различного назначения и использовании трубной продукции для других целей наиболее часто применяются следующие методы сварки:
- Газовая сварка;
- Ручная дуговая сварка;
- Аргоновая сварка;
- Электрическая сварка.
Каждый из перечисленных методов имеет свои особенности.
Газосварка
Стыкование труб с использованием газовой сварки обычно применяется для внутридомовых инженерных сетей, где диаметр проката небольшой. Для этого используют газовые генераторы и ацетиленовые баллоны, при этом чаще всего используют ацетилен из-за его высокой температуры горения.
Качество шва при газосварке остается на высоком уровне, если работа выполняется в нижнем положении. Однако это возможно только если возможность поворота деталей присутствует. Когда же прокат не может быть повернут, такую работу выполняют только высококвалифицированные специалисты, способные сваривать в вертикальном, горизонтальном и потолочном положениях.
При сварке кромки деталей разогреваются высокотемпературным огнем газовой горелки. Затем вводится присадочный материал (стальная проволока), из которого формируется катет шва. Газосварка является стандартным методом для соединения стального проката.
Метод ручной дуговой сварки

Ручная электродуговая сварка также является распространенной практикой. Она подходит для соединения деталей значительного диаметра и широко используется в сантехнических системах и для обустройства магистральных трубопроводов. Обычно такие соединения оказываются неповоротными, что может создать определенные трудности. В подобных случаях сварка осуществляется по операционному методу, что подразумевает:
- Обварку видимых стыков;
- Вырезание технического окна в одной из деталей;
- Проварка стыка изнутри по длине;
- Установка металлической латки на окно;
- Варка латки с поэтапным прогреванием и свариванием металла;
- Проведение обваривания стыка с нижней части; сварщик должен уметь делать потолочные швы;
- Усерединивание боковых частей трубы;
- Завершение с выполнением сварки в нижнем положении.
Согласно нормативным актам, такая работа должна выполняться в два этапа, что значительно повышает надежность соединения. Сначала выполняется корень шва, затем убирается шлак, после чего сваривают основной шов.
На какие этапы делится сварка труб
Сварочные работы по соединению стальных труб можно разделить на подготовительный, основной и заключительный этапы.
Подготовка
На подготовительном этапе следует выполнить ряд работ:
- Проверить геометрические параметры деталей, отклонения по овальности, неровностям и другим дефектам;
- Изучить техническую документацию и выбрать режимы сварки, инертные газы и виды присадочных материалов с учетом марки стали, толщины труб и режимов температур;
- Проверить ровность срезов кромок;
- Подготовить края труб для качественной сварки.
Особое внимание уделяется соблюдению правил техники безопасности: заземление сварочного оборудования, изоляция всех проводов, наличие средств индивидуальной защиты (СИЗ), резиновая обувь.
Сварка
Сам процесс сварки включает следующие действия:
- Сборку деталей перед приваркой (вручную или с использованием центратора);
- Выполнение прихваток;
- Предварительное конструирование первого провара с последующим его очисткой от шлака;
- Формирование второго и последующих слоев сварного шва.
Заключительный этап
После завершения основных сварочных работ нужно очистить место стыковки от брызг и устранить возможные дефекты. Затем трубопровод проверяется на герметичность. После этого, если сварной шов соответствует требованиям, на нем ставится клеймо.
Как подобрать электроды для правильной сварки труб
Перед тем как приступить к сварке труб, будь то отопление или другие конструкции, необходимо запастись подходящими электродами. Качество этих расходных материалов напрямую влияет на надежность соединения, герметичность конструкции и общий процесс сварки.

Электроды — это тонкие стальные стержни с специальным покрытием, которое обеспечивает устойчивую дугу в процессе работы и формирует сварной шов, защищая металл от окисления.
Электроды классифицируются по типу сердцевины и внешнего покрытия.
В зависимости от типа сердцевины электроды делятся на:
- Расходные материалы с неплавящейся сердцевиной из графита, электротехнического угля или вольфрама;
- С плавящейся сердцевиной – проволока, толщина которой зависит от конкретных условий работы.
По типу внешнего покрытия электроды разделяются на следующие группы:
- С целлюлозным покрытием (марка С). Применяются для сварки труб большого диаметра, например, в газо- и водомагистралях.
- С рутилово-кислотным покрытием (RA). Используются при сварке металлических труб в системах отопления и водоотведения. Шов, получаемый с их помощью, покрыт небольшим слоем шлака, который легко удаляется простым постукиванием.
- С рутиловым покрытием (RR). Позволяют формировать аккуратные сварочные швы, покрытые легко удаляемым слоем шлака. Эти электроды часто применяются при угловых соединениях, а также при наваривании второго или третьего слоев металла.
- С рутилово-целлюлозным покрытием (RC). Их можно использовать для сварки труб в любых плоскостях, включая создание длинных вертикальных швов.
- С основным покрытием (B). Универсальные электроды подходят для работы с толстостенными трубами и могут использоваться при отрицательных температурах, обеспечивая качественный пластичный шов, не подверженный растрескиванию.

Перед началом сварочных работ рекомендуется проконсультироваться со специалистами-сварщиками о том, какие марки электродов они предпочитают. На выбор электродов также может влиять регион и магазин, где они приобретаются.
Рекомендуем ознакомиться с статьями по металлообработке
Существует прямая связь между стоимостью и качеством электродов. С дешевыми расходными материалами сложно гарантировать хорошую сварку и качественный шов. Следовательно, не стоит экономить на этой важной категории материалов.
Способы правильной сварки труб
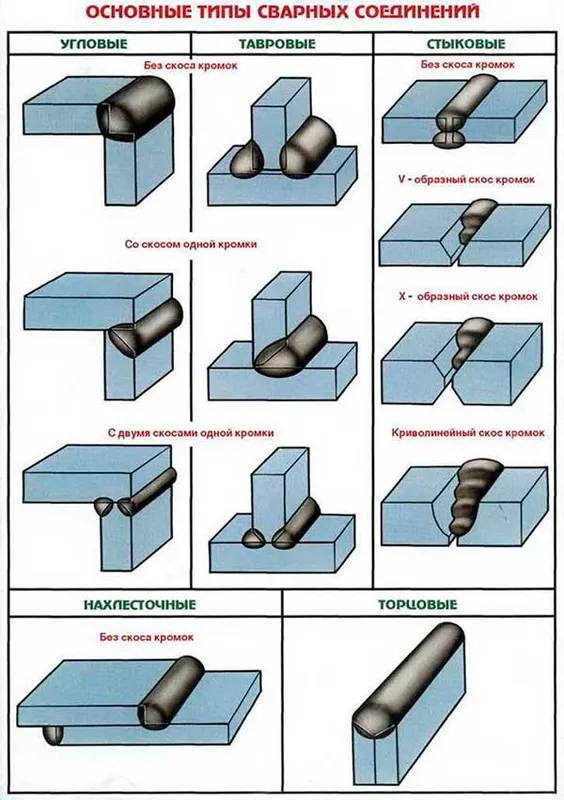
Существуют различные методы сварки полипропиленовых труб и изделий из других материалов электродуговым способом:
- Стыкование — элементы трубопровода располагаются друг напротив друга;
- Способ «тавр» — отрезки трубы располагаются перпендикулярно друг другу в форме буквы «Т»;
- Метод накладки — одна из труб развальцовывается для накладки на другую;
- Угловой способ — элементы располагаются под углом 45° или 90° относительно друг друга.
В процессе сварки труб образуются следующие виды швов:
- Горизонтальные (при вертикальном расположении элементов трубопровода);
- Вертикальные (если трубы расположены вертикально);
- Потолочные (электрод располагается над головой сварщика);
- Нижние (для этого сварщик наклоняется).

При необходимости соединения стальных труб используется стыковой метод. Место стыка должно быть обязательно проварено по толщине стенки заготовки, причем лучший вариант — нижний поворотный шов.
Для получения качественного сварного соединения следует придерживаться следующих рекомендаций:
- Электрод необходимо располагать под углом от 45° до 50°. Это способствует уменьшению количества расплавленного металла, попадающего внутрь свариваемого элемента трубопровода.
- Для сварки в тавр или встык оптимальны 2-3-миллиметровые электроды. При силе тока от 80 до 110 ампер можно обеспечить качественное соединение.
- Для сварки внахлест необходимо увеличить силу тока до 120 ампер, при этом также использовать электроды диаметром 2-3 мм.
- Шов должен возвышаться над поверхностью свариваемой заготовки на 3 мм, и только после этого можно говорить о завершении работы.
При сварке профильных труб производят соединение точечно — сначала свариваются две точки на противоположных сторонах профиля, затем — еще две, и так продолжается до прогрева всей трубы. После этого формируется шов по всему периметру заготовки.
Какие электроды нужны для сварки водопроводных труб

Если вам предстоит работа по сварке трубопровода, по которому будет течь вода, то рекомендуется использовать электроды НЖ-13 и ЦЧ-4. Оба типа относятся к специализированным материалам. Первые идеально подходят для соединения труб, сделанных из сталей, устойчивых к коррозии, и могут использоваться в любом пространственном положении, кроме сверху-вниз. Вторые подходят для сварки чугунных изделий и их соединения со сталью. Сваривать ими можно в нижнем и наклонном положениях.
Режимы сварки НЖ-13
| Положение шва | |||
|---|---|---|---|
| Диаметр, мм | Нижнее | Вертикальное | Потолочное |
| 2,0 | 40-60 | 30-50 | 30-50 |
| 2,5 | 50-70 | 40-60 | 40-60 |
| 3,0 | 70-90 | 50-80 | 50-80 |
| 4,0 | 130-150 | 110-130 | 110-130 |
| 5,0 | 150-180 | 120-160 | — |
Режимы сварки ЦЧ-4
| Положение шва | |||
|---|---|---|---|
| Диаметр, мм | Нижнее | Вертикальное | Потолочное |
| 3,0 | 80-120 | — | — |
| 4,0 | 130-170 | — | — |
| 5,0 | 180-240 | — | — |
| 6,0 | 220-280 | — | — |
Как вы видите, если к вопросу подойти внимательно, подбор электрода для сварки труб не представляет собой чего-то сложного. Все необходимое для сварки можно приобрести в нашем интернет-магазине, где представлен широкий ассортимент электродов и сопутствующих товаров. Загляните в каталог и выбирайте подходящие решения!
Подготовка поверхности

Перед началом сварочных работ важно тщательно подготовить поверхности, которые будут свариваемыми. Для исключения появления дефектов в сварочном шве необходимо тщательно зачищать места стыковки элементов труб (до металлического блеска) и проводить их обезжиривание. Все деформированные участки следует либо выправить, либо удалить при помощи болгарки. Угол раскрытия кромки в подготовленных трубных стыках должен составлять около 65 градусов, а торцевая плоскость реза должна быть строго под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм. Трубы большого диаметра свариваются после их торцевания по специальной технологии. Размеры стыков должны соответствовать установленным требованиям ГОСТа относительно толщины изделий, их химического состава и механических свойств. Важным фактором, влияющим на эффективность сварочных работ, является правильный выбор сварочных электродов.

Качество сварного шва зависит не только от условий работы, но и от выбранных электродов. Существует два основных типа электродов: плавящиеся и неплавящиеся. Они отличаются по материалу стержня. Сердцевина неплавящихся электродов может быть изготовлена из графита, вольфрама или угля. Основой плавящихся электродов является сварочная проволока, состав которой зависит от конкретной марки. Обычно плавящиеся электроды имеют диаметр от 2 до 5 мм, но встречаются и диаметры большего размера. Электрод состоит из металлического стержня, который покрыт специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания дуги, а защитное покрытие защищает сварочную ванну от воздействия окружающей среды и обеспечивает стабильное горение дуги. В соответствии с ГОСТ 9466-75 выделяются несколько типов покрытий:
- Кислое (А) — это покрытие минимизирует вероятность образования пор в области шва;
- Основное (Б) — универсальное покрытие, которое обеспечивает качественное соединение с высокой противоразрывной устойчивостью в широком температурном диапазоне;
- Рутиловое (Р) — предназначено в основном для прихваток и угловых швов, способствуя легкому отделению шлаковой корки и зажиганию дуги. Металл шва имеет привлекательный внешний вид;
- Целлюлозное (Ц) — используется для вертикальных и кольцевых швов при сварке изделий и конструкций большого диаметра на длинных технологических магистралях;
- Кисло-рутиловое (АР) — наиболее распространенный тип электродов для сварки труб отопления и водоснабжения, обеспечивающий качественный свариваемый шов и легкое удаление шлака;
- Рутилово-целлюлозное (РЦ) — идеальны для формирования вертикальных соединений (шов — сверху вниз).
При выборе электрода важна его диаметр: чем больше диаметр, тем большую глубину шва способен проплавить электрод. Рекомендуется использовать электроды диаметром 3 мм для труб толщиной до 5 мм, и электроды диаметром 4 мм для труб толщиной до 10 мм, что позволяет выполнять сварку в несколько слоев. Качественное выполнение сварки зависит также и от силы тока, которая определяется в зависимости от метода соединения труб и марки электродов. Рекомендуемые значения сварочного тока обычно указаны на упаковке. Подходящие марки электродов для сварки труб отопления: МР-3, УОНИ-13/45, GOODEL-ОК46, АНО-21, ОЗС-4.
Технологии выполнения сварочных работ
Следование технологии сварочных работ является гарантией получения надежного и качественного шва. При подготовке труб к соединению требуется удалить или выправить деформированные концы, а срез трубы должен быть строго под прямым углом. Все свариваемые элементы должны быть очищены от грязи, краски и пыли с помощью наждачной бумаги, после чего обязательно обезжириваются. На процесс сварки влияет диаметр, толщина и форма сечения свариваемых элементов. Для сварки трубопроката толщиной менее 6 мм необходимо применять двухслойный шов. Для толщины от 6 до 12 мм — трехслойный шов. А для труб с толщиной более 12 мм — четырехслойный шов. В процессе сварки круглых труб необходимо выполнять швы по окружности без отрыва электрода от изделия, пока элементы не будут полностью сварены. Швы формируются поочередно. Прежде чем наносить второй и последующие слои, обязательно дайте предыдущему слою остыть. После завершения каждого прохода и остывания, шлаковую корку необходимо удалить легкими ударами молотка, что обеспечит красивый и прочный шов. Нанесение первого слоя требует особого внимания, для чего часто используется метод ступенчатой наплавки, разбивая соединение на участки с помощью прихваток и дальнейшим соединением оставшихся участков. Остальные швы наносятся сплошным методом под углом примерно 70 градусов с колебательным движением электродом. Начинать следующий слой рекомендуется с смещения примерно на 30 мм от начала предыдущего. Финальный слой должен осуществляться с плавным переходом к основному металлу, образуя ровный и гладкий шов.
Для проверки надежности и герметичности сварного соединения можно запустить воду или газ по трубе. Если в месте сварного шва не будет обнаружено протечек, это свидетельствует о высоком качестве выполненной работы.
Чтобы избежать ожогов кожи и травм глаз, следует использовать защитную экипировку: маску, краги и защитный костюм. Для предотвращения удара током необходимо использовать резиновый коврик или галоши, а также обязательно заземлить сварочный аппарат. Подпишитесь на нас, у нас много интересного!