Чтобы повысить функциональные характеристики клея, в его состав добавляют порошок бронзы или алюминия. В аналогичном порядке осуществляется заклейка с использованием цемента, но вместо ткани для этого процесса используются медицинские бинты, которые заранее замачиваются в цементном растворе.
Как запаять алюминиевый радиатор в домашних условиях
В данной статье вы ознакомитесь с процессом пайки алюминиевого радиатора в домашних условиях. Мы рассмотрим особенности таких батарей, различные способы пайки, применение холодной сварки, использование клея, а также подробную инструкцию по правильной заварке обогревателя и последовательность необходимых действий.
На практике многолетнего использования алюминиевых радиаторов было замечено, что они имеют хорошие эксплуатационные качества. Тем не менее, как и любые другие типы обогревателей, они могут страдать от протечек и аварий.
Вместо того чтобы заменять всю батарею или отдельную секцию, можно попробовать произвести пайку. Для этого важно учитывать специфические характеристики алюминия.
Особенности батарей
Когда радиаторы начинают подводить теплоизолирующие функции, существует два основных метода для устранения неисправностей: их можно запаять или заклеить. Пайка алюминиевого радиатора – это довольно сложный процесс бухгалтерии, связанный с химическими свойствами данного металла.
При контакте с кислородом алюминий быстро окисляется, образуя на своей поверхности тонкую оксидную пленку. Эта пленка защищает металл от коррозии, возникающей при взаимодействии с кислородом, однако именно она препятствует качественной пайке, так как для успешного процесса пайки нужен прямой контакт припоя с алюминием.
Если не установить надлежащий контакт между металлом и припой, то исправленное отверстие или трещина вскоре могут снова начать протекать. Часто вокруг плохо выполненной пайки могут возникать новые трещины, что только ухудшает состояние радиатора.
Чтобы добиться хорошего результата, потребуется удалить оксидную пленку. Однако, если сделать это без специальных средств, металл будет постоянно вновь окисляться при соприкосновении с кислородом, тогда как вместо эффективной пайки придется постоянно убирать эту пленку.

Для разрыва этого порочного круга были разработаны специальные составы для пайки алюминия, известные как флюсы.
Флюсы обладают следующими преимуществами:
- Их состав основан на органических и неорганических компонентах, которые способны не только разрушать защитную пленку на алюминии, но и предотвращать ее повторное образование.
- Они предотвращают непреднамеренное растекание припоя по поверхности, концентрируя его действия исключительно на обрабатываемом участке.
- Данные флюсы не вступают в химическую реакцию с припоем, что обеспечивает качественный процесс пайки.
Таким образом, ответ на вопрос, можно ли запаять алюминиевый радиатор, однозначный: да, но при условии, что у вас есть подходящий флюс под рукой.
Для правильного выполнения пайки, особенно если вы планируете делать всё самостоятельно, вам понадобятся следующие инструменты:
- Паяльное устройство;
- Газовая горелка;
- Специальная емкость для разогрева припоя;
- Наждачная бумага.
В качестве припоя можно использовать либо железные опилки, либо традиционную канифоль, либо оловянно-свинцовую смесь.
Как можно запаять алюминиевый радиатор
- пайка с использованием паяльника или газовой горелки;
- химическая пайка (холодная сварка или эпоксидный клей);
- сварка в инертной среде (TIG);
- композитное наращивание.
Основные характеристики каждого способа ремонта описаны ниже в таблице.
Технологии пайки алюминиевого радиатора: особенности
| Метод пайки | Когда применяется данный метод | Долговечность такого соединения |
|---|---|---|
| Паяльник или газовая горелка | Для заделки небольших трещин и сколов (до 1 мм в поперечнике) | Средний срок службы составляет от 1 до 2 лет |
| Также подходит для небольших и средних трещин и сколов | ||
| Аргонодуговая сварка | Рекомендуется для практического устранения любых дефектов, при условии доступа к месту повреждения для горелки | Служит очень долго, почти так же, как заводская пайка (до 10 и более лет) |
| Химическая пайка (эпоксидная смола или холодная сварка) | Применяется для небольших и средних трещин и пробоин. Идеальна в ситуациях, когда отсутствует паяльное оборудование или дефект расположен в труднодоступном месте. | Долговечность составляет от 1 до 2 лет при использовании универсальных клеев, и до 5 лет при использовании профессиональных составов для алюминия. |
| Композитное восстановление | Используется для заделки крупных пробоин снизу, сверху или по бокам радиатора, больших сколов на трубках | Служит от 1 до 2 лет с использованием универсальных полимеров и около 5 лет с профессиональными составами для алюминия. |
Пайка своими руками паяльником или горелкой

Пайка радиатора с использованием паяльника
Пайка алюминиевого радиатора паяльником или газовой горелкой является достаточно распространенным методом, который позволяет эффективно герметизировать трещины и пробоины до 1–2 мм, и при этом легко осуществляется в условиях домашних мастерских. Однако такой подход не гарантирует долговечности результата.
Во время процесса пайки флюс разрушает слой окислов, предотвращая образование нового. Расплавленный металл припоя передается в микрорельеф материала, взаимодействуя с атомами алюминия, но не образует единую кристаллическую структуру с ними, как это происходит при качественной сварке. Исходя из этого, соединение, несмотря на свою относительную прочность, остается неоднородным. Так как шов из соединения различных металлов не восстанавливает прочность на 100%, под комнатными перепадами температур, вибрациями и другими механическими нагрузками соединение имеет тенденцию деградировать с течением времени.
Химическая пайка

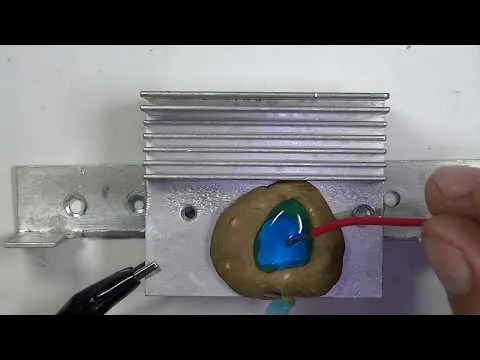
Использование холодной сварки
Альтернативой пайке алюминиевого радиатора, которая также легко осуществляется в домашних условиях, является химическая пайка. В этом случае отсутствует необходимость в использовании паяльного оборудования, и для герметизации отверстия применяется полимерный материал. Вариантами таких материалов могут быть эпоксидная или полиэфирная смола, либо же холодная сварка – двухкомпонентный клей для металлов. Этот метод хорошо подходит для небольших трещин и дыр, позволяет быстро устранить утечки без специального инструмента, но не отличается долговечностью.
Полимерные клеевые составы не вступают в непосредственное взаимодействие с металлом, но благодаря хорошему заполнению проникают в микрорельеф поврежденной зоны, обеспечивая прочное сцепление после полимеризации.
Композитное наращивание

Ремонт больших повреждений с использованием композитного наращивания
Композитное наращивание является разновидностью химического ремонта. Оно позволяет эффективно закрывать большие отверстия (до десятков миллиметров), и, например, помогает восстановить пробитый нижний или верхний бачок радиатора. Подготовка поверхности выполняется аналогично обычной заклейке, но в процессе ремонта используется армирующий материал. В качестве этого материала может применяться стекломат или стеклоткань (плотностью от 300 г/м²), углеродная ткань, базальтовое полотно. При ремонте вырезается фрагмент армирующего материала, который пропитывается клеевым составом и укладывается на поврежденный участок, полностью перекрывая его.
Чем паяются алюминиевые соты на радиаторах
Существует множество вариантов для пайки алюминиевого радиатора автомобиля. Для этого подходят достаточно эффективные средства:
- Железно-канифольный флюс. Подогретая канифоль смешивается со стальными опилками (для этого можно взять не ржавеющий металл и обработать его напильником), и она используется для защиты от образования оксидной пленки. Припой для алюминия, плавящийся при температуре 150–250 °C, позволяет заделать трещину, не перегревая саму деталь. Этот метод хорошо справляется с герметизацией небольших трещин на сотах и трубках, однако не так эффективен при повреждениях, превышающих 5 мм.

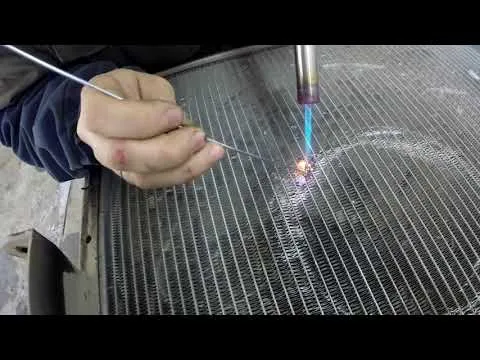
Видеоурок по ремонту сот радиатора с использованием припоя и газовой горелки
- Плавень для алюминия. Если использование канифоли с железом не даёт желаемой адгезии, можно обратиться к плавню, который готовится из хлористого калия, хлористого лития, поваренной соли, сернокислого натрия и криолита. Плавень прекрасно борется с образованием оксидной пленки, благодаря чему припой хорошо сцепляется с поверхностью радиатора. Для пайки рекомендуется использовать специальный припой, например, П150А, П250А, П350А или традиционный оловянный ПОС-60.
- Припой с флюсом. Этот специальный флюсовый припой представляет собой полый пруток, наполненный флюсом для алюминия. При плавлении с помощью горелки флюс выдает вещества, которые растворяют оксидную пленку и обеспечивают хорошую адгезию к алюминию. Подобрав подходящую толщину прутка и необходимую мощность горелки (приблизительно 400 °C), можно надежно запаять щели и пробоины размером до 5–10 мм.
- Припой с маслом. Чтобы предотвратить возникновение окислов, перед процессом пайки деталь можно обработать минеральным маслом (можно использовать масло, предназначенное для ружей или различных станков). После этого необходимо очистить поверхность ножом или скребком, чтобы удалить оксидный слой. Масляная пленка ограждает деталь от доступа кислорода, поэтому новые окислы не образуются. Во время пайки разогретый паяльник (желательно мощность от 90 Вт и температура выше 300 °C) нагревает масло, которое удаляется из области ремонта. Удостоверьтесь, что жало паяльника сохраняет необходимую для плавления припоя температуру более 150–250 °C. Припой принимает сцепление с поверхностью радиаторной пластины или трубки. Таким образом можно сварить небольшие и средние дефекты размером от 5 до 10 мм. Это довольно эффективный метод в случаях, когда отсутствует специальный припой, так как выполнить пайку алюминиевого радиатора оловом под масляной пленкой намного проще, чем без нее.

Готовый флюс для алюминия SF-OR/AL-19
- Омеднение ремонтной зоны. Для блокировки образования окислов перед пайкой сот алюминиевого радиатора можно нанести медное покрытие методом анодирования. Для этого понадобится раствор медного купороса (служит источником меди и защитой), электрод из тонкой медной проволоки и батарейка или любой другой источник постоянного тока (не менее 1,5–3 вольта). Под воздействием тока атомы меди из купороса осаждаются на очищенном алюминии, создавая медный защитный слой. Так как медь гораздо менее подвержена окислению на воздухе, обеспечить адгезию припоя к ней будет проще, чем к алюминию.
- Припой и флюс для алюминия. Если у вас есть доступ к специализированным магазинам, можно использовать готовые припои П150А, П250А, П350А и флюсы Ф-64, ЛТИ-120 или SF-OR/AL-19 для алюминия. Температура плавления данных припоев составляет около 150–250 °C, что позволяет использовать маломощные паяльники.
- Эпоксидный клей. Двухкомпонентный полимерный клей является отличной альтернативой, так как обеспечивает надежность соединения, не требуя паяльного оборудования и навыков пайки. Существует множество вариантов для заклейки алюминиевого радиатора, однако лучше ориентироваться на специальные составы, такие как Эпокси металл Момент, Loctite 9466, Permatex Cold Weld 14600. Эти клеи хорошо сцепляются с алюминием и имеют схожие коэффициенты теплового расширения, что способствует прочному соединению. Эпоксидный клей способен закрывать даже крупные пробоины, используя в качестве армирующего материала углеродное, стеклянное, базальтовое волокно или металлическую сетку с мелкой ячейкой.
Подготовка
Перед началом процесса пайки изделие необходимо подготовить. Порядок действий должен быть следующим:
- Демонтаж батареи. Лучше всего временно снять радиатор, так как поврежденное место не всегда располагается в местах с легким доступом. Перед демонтажом рекомендуется слить остатки теплоносителя.

Перед ремонтом батарею следует демонтировать, определить расположение дефекта и тщательно зачищать поверхность контакта.
- Определение месторасположения повреждения. Если визуальный осмотр не дает ясного результата, можно поместить радиатор в ванну с водой. Из места повреждения должны появляться пузырьки воздуха.
- После того как радиатор обсохнет, поверхность вокруг пробоины необходимо очистить от грязи, пыли, краски и оксидного слоя.
- Завершением подготовки станет обезжиривание и просушка места будущей пайки.
Чем меньше времени пройдет между подготовительными шагами и началом пайки, тем лучше будет результат. Свежезачищенный металл обеспечит максимально прочное соединение.
Способы
Существует несколько способов пайки радиатора, выполненного из алюминия:
- На основе железно-канифольного флюса.
- С помощью припоя и плавня.
- С использованием клея.
Теперь разберем каждый из способов более подробно.
Железно-канифольный флюс
Это, пожалуй, самый доступный способ, так как главные компоненты – канифоль и железные опилки используются в соотношении примерно 2 к 1. Анализ процесса включает в себя следующие этапы:
- Подготовка поверхности. Нужно зачистить вокруг дефекта от краски до чистого металла. Затем тщательно выполнить моющие работы, промыв и высушив поврежденный участок.

Для приготовления простейшего флюса требуется канифоль и железные опилки.
- Приготовление флюса. Для этого имеется в виду подходящая емкость, например, тигель. Сначала его нужно нагреть с помощью горелки, плитки или лампы, потом ввести канифоль до ее полного расплавления и добавить опилки, перемешивая до однородной массы.
- Нанесение флюса. Горячий состав наносится равномерно на предварительно подготовленную поверхность. Не допускайте образования ненанесенных участков, иначе пайка может оказаться неэффективной.
- Пайка. Сам процесс сводится к применению небольших порций припоя при помощи паяльника, чтобы он оказался под флюсом. Теперь круговыми движениями обеспечиваем взаимодействие железных частиц с оксидной пленкой, позволяя припою плавиться и соединяться с металлом. Канифоль в это время предотвратит попадание кислорода к контактной области.
Такой способ подходит для заделки исключительно небольших дефектов, таких как, например, трещины.
Работа с расплавленным флюсом требует обеспечивать хорошую вентиляцию. Альтернативно, подойдет рабочее место в проветриваемом помещении или на улице.
Заводской припой для пайки алюминия содержит висмут.
Припой с плавнем
Для выполнения этого способа потребуется специальный припой с содержанием олова, свинца и висмута. Такой состав можно приобрести в магазине или изготовить самостоятельно, включая висмут (около 5% по массе) в расплав классического припоя из свинца-олова.
Для приготовления флюса – плавня необходимы следующие ингредиенты:
- Криолит – 10%.
- Хлористый литий – 23%.
- Хлористый натрий (поваренная соль) – 7%.
- Хлористый калий – 56%.
- Сернокислый натрий – 4%.
Порядок пайки будет следующим:
- Подготовьте поверхность по описанному выше методу.
- Изготавливается плавень. Сначала все компоненты нужно измельчить до состояния порошка. Затем аккуратно перемешайте порошок в герметичной емкости и нагревайте на плитке до достижения равномерного расплава.
- Нанесите свежеприготовленный флюс равномерно на подготовленную поверхность.
- Выполните пайку припоем, используя ту же технику, что и с железно-канифольным флюсом.
Использование железно-канифольного флюса
Рекомендация:
Избегайте ошибок в расчетах!
Используйте специальные онлайн-калькуляторы для быстрого и точного расчета строительных материалов и конструкций для вашего ремонта или стройки.
Существует простой способ запаять радиатор с использованием паяльника и флюса на основе канифоли. Для этого поврежденную металлическую часть подготавливают по следующей схеме:
- Удалите остатки лакокрасочного покрытия и загрязнения;
- Тщательно зашлифуйте металл с помощью абразивного материала;
- Обезжирьте поверхность специальным растворителем.
Подготовка должна быть выполнена с максимальной тщательностью, иначе результат всего ремонта может быть под угрозой. Флюс готовят в металлическом тигле, расплавляя канифоль и постепенно добавляя к ней железные опилки в соотношении 1:2. Массу тщательно перемешивают до получения однородной консистенции.
Затем готовый флюс наносят на поверхность, требующую ремонта, в тонком слое. Качество пайки напрямую зависит от аккуратности выполнения этой процедуры. Таким образом алюминий защищается от окисления.
Материалы, используемые в процессе, выделяют токсины. Поэтому все работы нужно проводить с использованием вытяжки или в хорошо проветриваемом помещении. В идеале — на открытом воздухе.
Приступаем к процессу пайки. При помощи паяльника наклоните немного припоя и плавными круговыми движениями распределите его по подготовленной поверхности. В этом процессе следите за тем, чтобы припой равномерно распределялся по поврежденному участку.
Как же ведет себя в этот момент флюс? Железные опилки очищают поверхность от оксидов, а канифоль защищает алюминий от воздуха. Тем самым создаются оптимальные условия для контакта между металлами.
Этот метод эффективен для решения задачи по пайке алюминиевого радиатора в случае небольших повреждений. Однако большие участки трудно отремонтировать таким образом, так как флюс быстро остывает, что делает пайку сложной задачей.
Самостоятельный ремонт большой поверхности
Иногда может возникнуть необходимость в ремонте больших участков алюминиевого изделия. Обычные методы в домашних условиях могут оказаться неэффективны. Какие варианты существуют для заклеивания или пайки алюминиевого радиатора в этом случае?
Чтобы заделать крупные повреждения, можно использовать плавень, который изготовлен самостоятельно.
Перед началом работы участок, подлежащий ремонту, необходимо тщательно зачистить и обезжирить с применением специального состава. Алгоритм действий такой же, как и в случае подготовки к работе с железно-канифольным флюсом.
Ингредиенты для плавня должны быть взяты в следующем процентном соотношении:
- Хлорид калия — 56%;
- Хлорид лития — 23%;
- Поварая соль — 7%;
- Сульфат натрия — 4%;
- Криолит — 10%.
Составные части плавня необходимо перемолоть в ступке до состояния порошка, смешать в тигле и перемешать до получения однородного состояния, затем аккуратно расплавить эту массу.
Если порошковые компоненты предназначены для длительного хранения, их стоит пересыпать в непрозрачные емкости с плотными крышками и убрать в защищенное от света и тепла место.

Чтобы запаять радиатор с помощью плавня, следуйте этому алгоритму:
- Нагрейте поврежденный участок с помощью газовой горелки;
- Нанесите тонкий слой плавня на прогретую поверхность;
- Пропаяйте повреждение, используя оловянно-свинцовый припой с добавлением небольшого количества висмута.
Важно помнить, что нельзя перегревать участок повреждения с помощью сильного огня из газовой горелки. Это может привести к прожжению детали. Необходимо регулировать уровень пламени так, чтобы прогреть участок, не повредив алюминий.
Непрофессионалы, использующие газовую горелку, могут не знать, как правильно ее зажигать. Порой, горелку включают на полную мощность сразу. Это приводит к тому, что газ, не успевая воспламениться, мощно вырывается сквозь пламя зажигалки. Лучше всего зажигать горелку, начав с пониженной мощности.
Инструменты и материалы
Для успешной реализации процедуры горячей пайки с высокой скоростью и без значимых проблем стоит заранее подготовить все нужные инструменты и материалы. Важные элементы, которые обязательно должны присутствовать, включают в себя:
- Паяльник. Это главный инструмент, который необходим для пайки. Выбирайте его по личным предпочтениям относительно конфигурации и размера, но главное — чтобы им удобнее было работать на поврежденной части радиатора.
- Горелка. В большинстве случаев это обычная кухонная плита, но, если её нет, нужно думать о замене. Она потребуется для плавления припоя. Работы будем проводить в тигле из тугоплавкого материала, который тоже надо подготовить заранее.
- Припой. В чистом виде олово для пайки используется достаточно редко – гораздо практичнее использовать оловянно-свинцовую смесь. В качестве припоя также могут служить канифоль или даже обыкновенные железные опилки.
- Наждачная бумага. Понадобится для очистки обрабатываемой поверхности от загрязнений и неровностей.
- Спирт и растворитель. Эти жидкости необходимы для качественной подготовки рабочей поверхности к ремонту.
Инструкция
Если речь идет о ремонте одной сломанной трубки, то возможно использование холодной сварки, однако, для пайки подводки или ремонта поврежденных сот лучше применять привычные методы пайки. Для вас, кто может быть не имеет опыта в сварке, мы подготовили подробную пошаговую инструкцию о том, как правильно выполнить процесс и избежать распространенных ошибок.
Подготовка
Независимо от того, какой метод вы выбрать для пайки, процедура подготовки радиатора в любом случае выглядит примерно одинаково. К ней относятся следующие шаги:
- Снять радиатор охлаждения, чтобы гарантировать, что в процессе пайки ничто не будет мешать, и вы не повредите другие узлы автомобиля;
- Слить из радиатора всю охлаждающую жидкости, удостоверившись, что её больше не осталось внутри и что она не начнет течь в самый неподходящий момент;
- Тщательно вымыть обрабатываемые поверхности от грязи, которая поддается чистке;
- Скорее всего, при мытье не удастся удалить все загрязнения – остатки нужно удалить, используя наждачную бумагу вместе с растворителем;
- Деталь нужно обезжирить – для этого подойдет любая жидкость, содержащая спирт;
- Лучше всего проводить пайку на идеально сухой поверхности, по завершении всех манипуляций тщательно высушите радиатор.
Технология
В технологии пайки легче всего использовать способ с канифольно-железным припоем – хотя этот метод требует значительного времени и терпения, он вполне под силу даже новичкам. Рассмотрение особенностей пайки радиатора охлаждения мы начнем именно с этого метода.
После подготовки поверхности, которая будет подвержена ремонту по вышеприведенной методике, нужно приготовить припой.
Оптимальным способом будет использование специального тугоплавкого тигля на газовой плите, но если проблема ограничивается небольшой площадью, то теоретически расплавить его можно и в паяльнике.
Приготовление припоя начинается с плавления канифоли, которого следует дождаться до получения жидкого состояния. Затем к ней надо добавить железные опилки, которые перемешиваются до получения однородной массы. Специалисты рекомендуют придерживаться соотношения примерно 2 к 1 в пользу канифоли.
Флюс для пайки покупается в специализированных магазинах. Не стоит брать случайный флюсовый раствор – не имея опыта, лучше уточнить у консультанта, какой флюс будет оптимальным для ваших нужд и задач. Купленного флюса должно хватить для покрытия рабочей поверхности полностью, возможно, с некоторым запасом. Учтите, что флюс наносится еще до работы, и по завершении пайки вся рабочая поверхность также должна находиться полностью под ним.
Когда рабочая поверхность полностью покрыта флюсом, постепенно собирайте припой паяльником и наносите его на латаемую поверхность радиатора.







