Ассортимент оснастки представлен в 14 вариантах. В соответствии со старыми стандартами, изделие обозначается сочетанием букв и цифр. В новом формате маркировка включает только числовые значения. Каждое наименование товара содержит информацию о соответствии старому или новому стандарту.
Заточные круги: какие бывают и их особенности
Заточные круги можно классифицировать как шлифовальные инструменты, поскольку они являются частью этой категории, но главная их функция заключается именно в заточке различных инструментов. Эти круги могут быть использованы с угловыми шлифовальными машинами (также известными как «болгарки») или с заточными станками. Важно отметить, что заточные круги могут быть устанавливаемы и на другие электроинструменты, однако чаще всего применяются именно на станках или УШМ. Конечно, если вам требуется заточить какой-то инструмент один раз в год, удобнее воспользоваться ручным инструментом. Но если заточка нужна регулярно, большинство людей предпочитают автоматизированные системы. В этой статье мы обсудим, как выбрать заточной круг, какие разновидности существуют и чем они отличаются друг от друга, а также коснемся процесса заточки инструментов. Предупредим сразу, что сам процесс заточки не является чрезмерно сложным, но есть определенные моменты, которые необходимо учитывать. Если не следовать этим рекомендациям, возможны неудачи в заточке и даже повреждения самого инструмента.
Выбор заточного круга не представляет значительных трудностей, ведь нужно учитывать всего несколько ключевых параметров, которые критичны для процесса заточки. Как упоминалось ранее, заточные круги часто можно применять не только для заточки, но и для шлифовки, поскольку по своей сути это схожие операции. Иногда может потребоваться несколько кругов: одни для предварительной грубой обработки, другие — для завершающей доводки, но в большинстве случаев достаточно и одного круга.
Материал абразива
Первый фактор, на который следует обратить внимание при выборе, — это материал абразива. В настоящее время существует несколько основных типов абразива, среди которых вам предстоит выбрать.
- Алмаз. Алмазные диски предназначены для использования в заточке инструментов и успешно работают с очень твердыми материалами. Алмазные круги имеют разные характеристики, и в общем можно сказать, что чем прочнее круг, тем выше его стоимость. Они также имеют различную зернистость, о которой пойдет речь ниже.
- Карбид кремния. Эти круги могут быть зелеными или черными. Оба варианта подходят для заточки, однако зеленый карбид кремния более предпочтителен, так как он эффективнее для завершающей доводки и заточки режущих инструментов. Черный карбид кремния, как правило, используется для обработки более мягких цветных металлов.
- Электрокорунд. Это материал из оксида алюминия, который является менее твердым, чем карбид кремния, однако достаточно прочным для заточки инструментов из стали. Электрокорунд большей маркировки (например, хромистый) подходит для работы с режущими инструментами, тогда как другие марки подходят для легированной сталей.
- Эльбор. Этот абразивный материал напоминает алмазы, однако обладает меньшей теплопроводностью и поэтому нагревается меньше. Использование эльбора оправдано в тех случаях, когда заточенные изделия чувствительны к перегреву, иначе лучше использовать вариантики выше.
Другие параметры заточных кругов
Как мы уже обсудили, выбор заточного круга зависит от двух основных характеристик, которые напрямую влияют на его эффективность. Но также есть и другие параметры, которые стоит учитывать, хотя они менее критичны. На первом месте стоит размер круга, что касается совместимости с используемым оборудованием. Здесь учитывают максимальный диаметр круга и его посадочный диаметр. Выбирать следует диск, соответствующий вашему инструменту. Максимально допустимая скорость вращения также важна, хотя для заточки эта рекомендация не особо критична, поскольку не на всех станках возможно превышение допустимых оборотов.
Еще один важный параметр — это степень твердости круга, он в основном определяется материалом, из которого изготовлен круг, а также связующим компонентом. Круги подразделяются на восемь категорий, от самых мягких до исключительно твердых. Это может быть маркировано разными буквами и цифрами, например, мягкие круги маркируются буквами F и G, или ВМ + цифра, а твердые — R, S или T. Каждая категория подходит для работы с определенными материалами, при этом твердые круги дольше служат. Еще одним параметром является структура круга, обозначающая плотность зерен, однако это тоже связано с зернистостью абразива, поэтому этот аспект можно оставить без внимания.
Эти сведения помогут вам успешно выбрать заточный круг для инструментов. Хотя в статье рассмотрены и другие параметры, они имеют меньшее значение. Стоит также отметить, что многие производители делают выбор легче и чаще всего выпускают круги, прямо предназначенные для заточки инструментов, что есть в их названии или описании.
Наждачный камень для заточных и шлифовальных станков
Заточный круг для шлифовальных машин (также известный как наждачный камень) обладает широким набором функций. Одни круги предназначены для снятия краски и ржавчины с металлических изделий, другие — для заточки ножей, острых частей топоров, пильных цепей и дисков. Третьи круги предназначены для чистовой обработки поверхностей. Выбор правильной оснастки часто представляется трудной задачей. Какие моменты следует учитывать, чтобы избежать ошибок?
Размер круга
Высота диаметра должна быть указана в названии изделия и на упаковке. Эти параметры регулируются ГОСТом, поэтому все шлифовальные диски производятся по единым стандартам:

- Диаметр по внешнему краю (D) варьируется от 3 до 1100 мм;
- Диаметр по внутреннему краю (d) составляет от 1 до 305 мм;
- Высота или толщина (h) может варьироваться от 0,18 до 250 мм.
Если в названии указано: 175 на 20 на 32, то:
- Первая цифра указывает на внешний диаметр;
- Вторая цифра обозначает высоту диска;
- Третья цифра — это внутренний (посадочный) диаметр.
Шлифовальные станки должны быть оборудованы кругами соответствующего размера. Эта информация доступна в руководстве по эксплуатации оборудования. Размер круга является одним из ключевых аспектов подбора оснастки.
Как выбрать абразивный круг
При выборе абразивного круга обратите внимание на его маркировку. В первую очередь важна сфера применения изделия. Существуют насадки для профессионального оборудования и для ручных инструментов. Для бытовых нужд выбирайте насадки, предназначенные для работы с ручными инструментами. Рассмотрим другие важные моменты, связанные с выбором.
Зернистость абразива
Размер частиц на абразивном круге варьируется в диапазоне от 12 до 4000 мкм и обозначается с помощью определённой маркировки. Общепринятая система классификации — FEPA, где значение зернистости обозначается индексом F. Чем меньше это числовое значение, тем крупнее частицы.
Существуют три основных категории зернистости:
- Крупная (F16–24);
- Средняя (F30–60);
- Мелкая (F70–220).
Крупные частицы абразива эффективно удаляют металл, бетон и другие твердые элементы с максимальной скорости. Однако для тщательной обработки краев и пазов необходимо использовать мелкозернистую насадку.
Диаметр круга
Диаметр круга должен соответствовать размерам режущего инструмента. В продаже имеются изделия с диаметром от 80 до 500 мм. Бытовые машинки производятся с кругами диаметром 115, 125, 150, 180 и 230 мм. Чем больше размер круга, тем проще выполнять распил толстой металлической детали.
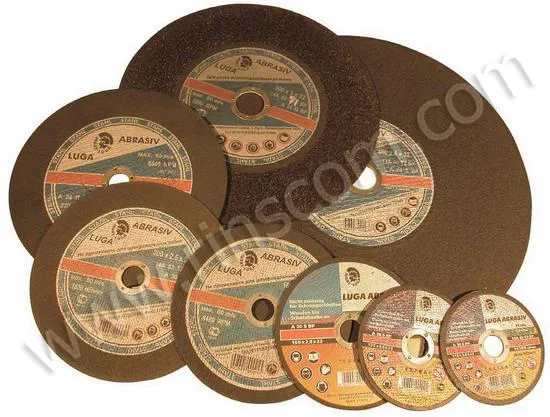
Фотография № 3: Абразивные диски разных диаметров
Круги размером 125–150 мм считаются универсальными. Они имеют небольшой вес и легко справляются с разнообразными бытовыми задачами. Кроме того, при покупке необходимо удостовериться, что диаметр посадочного отверстия круга соответствует размеру крепления на болгарке. Обычно стандартное значение здесь равно 22 или 32 мм. Круги с отверстием 10 мм предназначены для установки на дрель.

Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Наиболее подходящие абразивные круги — это те, которые соответствуют обрабатываемому материалу. Эта информация обычно отображается в виде символов на круге, указывающих, для какого материала предназначен абразив (камень, бетон, керамика, металл и т. д.). Также доступны универсальные продукты, подходящие для работы с разнообразными покрытиями.
Скорость вращения
Обратите внимание на максимально допустимую скорость вращения насадки. Она должна быть несколько выше той, на которой работает шлифовальная машина. Этот параметр обозначается цветом полоски на круге:
- Зеленая — 100 м/с;
- Красная — 80 м/с;
- Желтая — 63 м/с.
Плотность круга
Структура абразивного круга, также известная как плотность, влияет на выбор абразивного круга. Этот параметр описывает, на каком расстоянии расположены зерна абразива друг от друга. Конкретный тип структуры выбирается в зависимости от плотности обрабатываемого материала. Всего выделяют три типа структуры:
- Закрытая — применяется для обработки металлов и агрессивного шлифования;
- Полуоткрытая — подходит для цветных металлов, лакокрасочных материалов, пластика;
- Открытая — предназначена для обработки древесины.
Например, круг PS18EK с открытой засыпкой подходит для обработки древесины, удаления ржавчины, краски и шпатлевки. Насадка PS22K с полуоткрытой структурой предназначена для шлифовки металла и жесткой древесины. Изделие PS21FK с плотной засыпкой подходит для работы с нержавеющей сталью.
Маркировка абразивных кругов
Полная маркировка на абразивных кругах включает следующую информацию:
Как рассчитать потребность в абразивных кругах
Важно разобраться, как правильно рассчитать необходимое количество абразивных кругов для обработки различных материалов, чтобы определить объем закупок. Точного критерия для расчетов нет, так как расход зависит от множества факторов, включая качество, плотность и твердость кругов, а также их соответствие обрабатываемому материалу.
При расчете можно помочь данные из следующей таблицы.
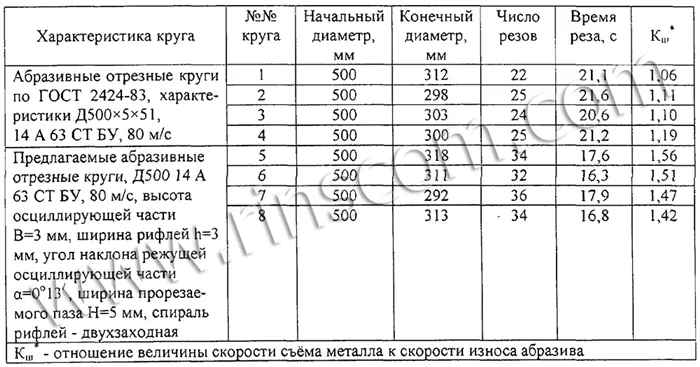
Изображение № 4: Таблица расчета износа дисков
Для практического определения расхода следует:
- обработать определенный объем поверхности;
- разделить полученный метраж на количество использованных насадок.
В бытовых условиях такие вычисления обычно достаточно. Если речь идет о контроле затрат на предприятии, данные фиксируются, и составляется документ, отражающий норму расхода абразивов, который утверждается директором.


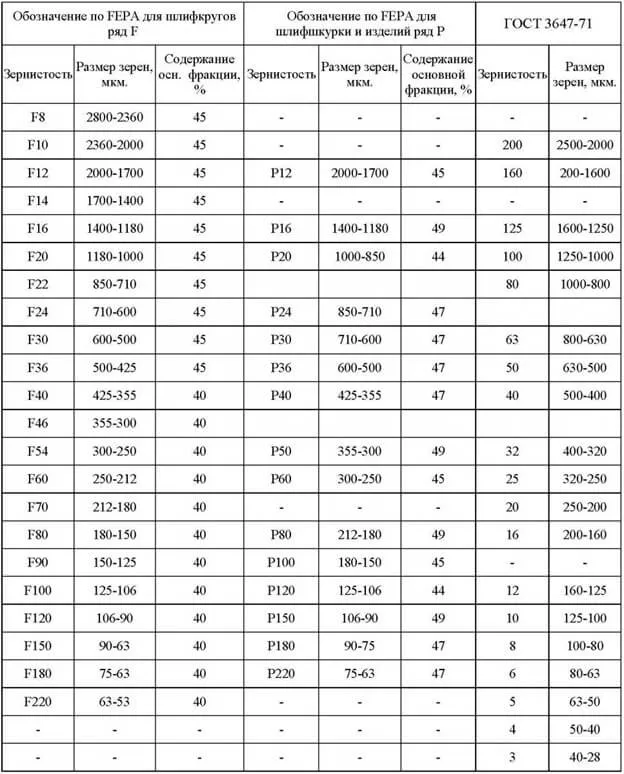

Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты; суперфинишная обработка. |
Выбор шлифовального диска определяется также характером выполняемых работ: с помощью этого абразивного инструмента можно осуществлять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже необходимо учитывать при выборе зернистости шлифовального диска.
Вы можете приобрести данную продукцию на странице с товарами.
Маркировка и размеры, которые определяют характеристики заточных кругов, включает в себя сочетание букв и символов. Вся необходимая информация закрепляется в маркировке, где среди других данных обязательно указывается предельная скорость вращения, выраженная в метрах в секунду.
Также в виде штампа на поверхности указывается код, содержащий следующие сведения:
- тип абразивного материала (например, 63С, 25А, 37А и т. д.);
- зернистость;
- твердость (она указывается литерами);
- показатель плотности в виде однозначного числа;
- связующее вещество (К, Б или В/V, B, P);
- класс точности (в буквенном обозначении);
- класс неуравновешенности (цифра).
Маркировка также включает в себя информацию о посадочном (внутреннем) диаметре — 14 мм, 32 мм, 16 мм, 76 мм — и о размерах круга: обычно 125 мм, 100 мм или 200 мм. Последняя цифра указывает на высоту абразивного круга. Читать типоразмеры 300х40х76 мм, 200х20х32 мм, 200х20х16 мм, 150х20х32 мм достаточно просто, если знать порядок расшифровки. Сначала идет общий диаметр, затем указывается толщина круга, и в конце — посадочный диаметр.
Форма заточного круга также подлежит классификации, этот аспект стандартизирован прежними и действующими нормами (ГОСТ и ГОСТ Р). В первом случае указывается буквенное сокращение, во втором – исключительно цифра.
Соответствующие обозначения выглядят так:
- 1 или ПП. Изделие с прямым типом профиля.
- 2 или К. Круг с кольцевым профилем.
- 3/3П. Позначение конических изделий. У двусторонних кругов с подобным профилем маркировка — 4/2П.
- 5 или ПВ. Изделия с выточкой. Двусторонние помечаются как 7/ПВД. При наличии ступицы маркировка будет выглядеть как 10/ПВДС.
- 6 или ЧЦ. Так обозначаются цилиндрические чашечные круги.
- 11/ЧК. Обозначение для конических чашечные кругов.
- 12 или Т. Позначение для тарельчатых изделий.
- 36 или ПН. Круги с крепежными элементами запечатанного типа.
Маркировка обязательно включает в себя зернистость заточной поверхности. В соответствии с современным ГОСТом Р 52381-2005 она обозначается в соответствии с международными стандартами буквой F и цифрами.
Чем выше значение, тем мельче зернистость.
Существует классификация и по виду связующего, применяемого для производства заточных кругов. В зависимости от применяемого соединительного вещества могут изменяться прочность, стойкость к износу и иные характеристики круга. В действующей промышленности используются три типа связок для заточных кругов.
- Керамическая. Характеризуется высокой стойкостью к износу и прочностью крепления. При высоких оборотах может вызывать перегрев обрабатываемого материала.
- Бакелитовая. Этот вариант легкозаменяемый, отличается способностью к снижению выделения тепла. При этом обладает высокой эластичностью.
- Вулканитовая. Является наиболее прочным вариантом, устойчивым к щелочному воздействию в холодном состоянии, превосходно проявляет себя при завершающей обработке деталей.
Класс точности для точильных кругов определяет степень соответствия оснастки заявленным параметрам. Для автоматизированных линий подходят только изделия с отметкой АА. Для бытовых нужд выбираются круги класса Б. Промежуточные варианты с обозначением А предназначены для использования в широком круге профессионального точильного оборудования.
Как выбрать?
При выборе наждачного круга для точильных машин следует учитывать его ключевые характеристики и предназначение. Не каждый диск справится с возложенными на него задачами. Круги, применяемые для заточки инструментов, для цепей бензопил, для твердосплавных резцов, для токарного работы с барабанами и тормозами, имеют различные показатели твердости и зернистости. Именно поэтому при выборе оптимального варианта необходимо учитывать следующие критерии.
Назначение
В первую очередь, нужно определиться, для какого инструмента требуется круг. Для дрели или болгарки требуется круг с соответствующим диаметром и маркировкой Б. Варианты для токарных станков стоит выбирать среди дисков, получивших точность исполнения класса А.
Для ленточных и других профессиональных станков тоже подбираются варианты абразивов с соответствующими характеристиками.
Тип обрабатываемых поверхностей
В зависимости от того, нужен диск для работы с чистым металлом или с очень твердыми покрытиями, придется подбирать соответствующие рабочие характеристики. Чем тверже основа, тем прочнее должен быть абразивный элемент.
В случае, если точильный инструмент предназначен для работ по дереву, следует заранее удостовериться в правильности сделанного выбора.
Материал изготовления
Белые круги из электрокорунда — наиболее распространенные для бытового использования. Их часто применяют для заточки топоров, ножей, ножниц и других изделий из мягких металлов. Для восстановления остроты сверл и других специальных насадок лучше применять зеленые и черные круги из карбида кремния.
Точить ими мягкие металлы не рекомендовано, так как интенсивное выделение тепла может привести к перекаливанию.
Размеры
Первостепенное внимание уделяется посадочному диаметру — для станковых вариантов он колеблется от 76 до 203 мм, в зависимости от размеров вала. Меньшие значения используются для нарезки спирт, дрелей и самодельных электроточил. Внешний диаметр тоже имеет значение — в бытовом применении наиболее востребованы размеры 200 мм при толщине не более 20 мм.
Зернистость
Для заточки лопат используются круги с зернистостью 25. Для ножей — от 8 до 16. Специальные круги для пил выпускаются с различной зернистостью для грубой и тонкой обработки. Их край обычно расположен под углом.
Что касается формы профиля, то чаще всего используют стандартный плоский вариант. Чашечные и тарельчатые варианты применяются только в ограниченном перечне операций. Кроме того, при выборе заточного круга стоит выбирать продукцию, произведенную по ГОСТу.
Нестандартные изделия быстро изнашиваются, могут крошиться и ломаться, что влечет за собой необходимость их частой замены на новые.







