Ацетилено-кислородную смесь используют для сварки почти всех типов металлов, включая черные и цветные, а также их сплавы. Однако существуют и исключения, в число которых входят некоторые сорта сталей.
Ацетиленовая сварка: особенности и технология

Вспомните, как в детстве мы с друзьями находили куски карбида на стройках или за гаражами, наполняли пластиковую бутылку водой и подрывали находки, представляя себя подрывниками. Это была весёлая, но также и очень опасная игра. Теперь, повзрослев, мы понимаем, что подобные вещества требуют тщательного соблюдения всех мер безопасности и использования по назначению.
Вернёмся к учебным предметам: ацетилен — это бесцветный горючий газ с резким запахом. Он относится к классу алкинов и имеет химическую формулу С2H2. Это вещество считается взрывоопасным и может самовоспламеняться при определенных условиях. При горении ацетиленовидя температура пламени поднимается до 3150 °C. Это достаточно прекратить в жидкое состояние даже самые тугоплавкие металлы, что делает ацетилен идеальным для сварки и резки металлических конструкций.

Ацетиленовая сварка
Начнём с небольшой исторической справки. Патент на ацетилено-кислородную сварочную горелку был зарегистрирован в 1903 году. Интересно, что её конструкция за более чем 100 лет практически не изменилась. В промышленности применения ацетиленовой сварки стартовало в 1906 году, когда стали доступны надёжные генераторы ацетилена. В то время уже существовал электродуговой метод соединения металлов, но сварка с использованием ацетилена получила свою популярность и до сих пор активно используется.
Ранее сварщики самостоятельно производили ацетилен. Карбид кальция помещали в специальный бак-генератор, который заполняли водой. В результате реакции выделяется газ, который затем по шлангу подавался в горелку. В отдельный баллон подводился кислород, который играл роль катализатора. Этот процесс занимал много времени, однако оставшийся карбид можно было использовать повторно. Современные технологии значительно упростили задачу: достаточно купить баллон, который уже наполнен ацетиленом.
Чем опасен ацетилен
Применение ацетилена ограничено его высокими взрывоопасными свойствами. Самовоспламенение ацетилена происходит при температуре 335 °C, а его смесь с кислородом — уже при 297-306 °C, и с воздухом при 305-470 °C.
Важно отметить, что технический ацетилен представляет собой взрывоопасный газ. Взрыв может произойти при:
— повышении температуры до 450-500 °C и при давлении в 150-200 кПа, что эквивалентно 1.5-2 атмосферам.
Смесь ацетилена и кислорода также опасна: при атмосферном давлении взрыв может произойти, если содержание ацетилена составляет от 2.3% до 93%. Высокие температуры, открытое пламя и даже искра могут инициировать взрыв.
При аналогичных условиях смешивание воздуха с ацетиленом может взорваться, если содержание ацетилена составляет от 2.2% до 80.7%.
При длительном контакте газа с предметами из меди или серебра возможно образование ацетиленистого взрывчатого серебра или меди — это крайне опасные вещества. Взрыв может произойти даже от незначительного удара или из-за повышения температуры. Поэтому работа с ацетиленом требует высокой осторожности.
Особенности вещества
Ацетилен, свойства и применение которого ещё до конца не изучены, может вызвать серьёзные последствия при взрыве. Примечательно, что при взрыве одного килограмма ацетиленовой смеси выделяется в два раза больше тепла, чем при аналогичном взрыве тротила, и в полтора раза больше, чем при взрыве одного килограмма нитроглицерина.

Преимущества и недостатки ацетиленовой сварки
Ацетилен является основным газом в процессе сварки, при этом его температура горения значительно превышает температуру плавления большинства металлов. Это подразумевает, что сварщик должен обладать определенной квалификацией. Новички в данной области могут столкнуться с трудностями, однако соблюдение необходимой технологии позволит выполнить работу качественно и с минимальными затратами.
Ацетиленовая сварка имеет несколько уникальных особенностей по сравнению с другими сварочными методами:
- Есть возможность транспортировки баллона с ацетиленовым газом к новому месту работ, что делает этот метод мобильным.
- Процесс сварки позволяет получить неповоротные соединения, что особенно полезно, если необходимо работать в ограниченных пространствах.
- Газовая горелка, как правило, не используется для получения разъемных соединений с различной температурой расплавления.
- Условия, необходимые для успешной сварки, достигаются через регулировку интенсивности и типа пламени.
- Горелкой сложно создать надежные соединения из тонких стальных, медных, чугунных или латунных заготовок.
- Качество сварного шва демонстрирует высокую прочность, которую можно дополнительно улучшить, используя специальную проволоку с легирующими добавками.
В процессе сварки возможно регулирование температуры пламени, что также помогает избежать деформации заготовок и улучшает качество швов. Это повышает скорость выполнения операции.
Тем не менее, кислородно-ацетиленовая сварка имеет свои недостатки:
- При нагреве происходит значительное расширение зоны расплава, из-за чего эта технология не может быть эффективно использована в машиностроении.
- Данная техника не годится для сваривания материалов толщиной более 5 мм.
- Методы сваривания внахлест могут приводить к значительным деформациям деталей, а также образованию зоны со значительным остаточным напряжением.
- Общие затраты на оборудование и расходные материалы значительно выше по сравнению с традиционной электросваркой.
При резке металла с использованием ацетилена необходимо строго соблюдать технику безопасности из-за высокой взрывоопасности данного газа. Нарушение технологии может привести к взрыву, который способен вызвать серьёзные травмы сварщика.

Несмотря на опыт некоторых сварщиков, многие из них допускают ошибки, включая некорректное выполнение обратного удара, что является частой причиной взрывов. Навыки работы с ацетиленом должны превышать навыки, относящиеся к автоматической либо полуавтоматической сварке.
Ацетиленовая сварка подходит для создания стыковых соединений, но качество шва во многом зависит от чистоты кислорода и ацетилена.
Главным ограничением для данного метода является толщина соединяемых заготовок, ведь при сварке толстых деталей могут возникнуть нежелательные дефекты, и швы могут оказаться неправильными и непрочными.
Оборудование для ацетиленовой сварки
Рассмотрим оборудование, необходимое для осуществления ацетиленовой сварки. Стоимость такого оборудования довольно умеренная.

- Баллоны с ацетиленовым газом. Эти баллоны пришли на смену газогенераторам, которые использовались на первых этапах развития этой технологии. Для определения содержимого баллона обращают внимание на его цвет: ацетилен хранится в белых баллонах, а кислород в голубых. Из-за большего веса данные ёмкости рекомендуется транспортировать с помощью тележек.
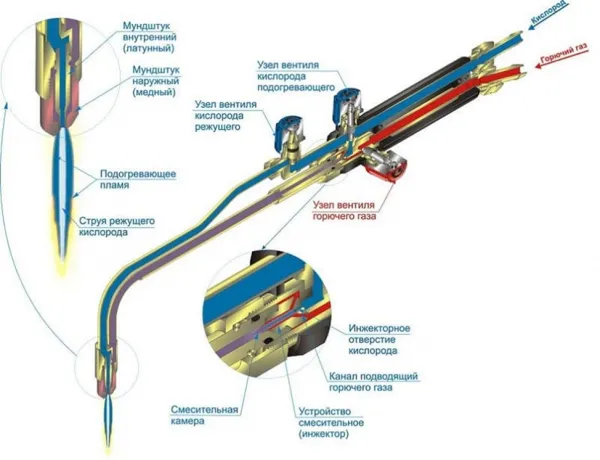
- Сопла и газовая горелка. На рынке представлены горелки различных размеров. При необходимости сваривать толстостенные заготовки следует выбирать сопло с максимальным диаметром отверстия, что позволит обеспечить подачу достаточного количества газовой смеси в сварочное соединение и равномерно прогреть область стыка.
- Необходимы шланги для подачи газа к горелке.
- Редуктор. Этот инструмент позволяет контролировать давление газа в баллоне и защищает его от обратного удара.
- Присадочная проволока. Она может содержать легирующие добавки в зависимости от видов свариваемых металлов.
Перечисленное оборудование формирует необходимый минимум, который гарантирует безопасность выполнения работ и высокое качество шва при строгом соблюдении технологии процесса.
Недостатки
Кислородная сварка с использованием ацетилена имеет некоторые недостатки, которые необходимо учитывать:
- Появление значительной зоны с изменёнными характеристиками материала при нагреве. Именно поэтому эта технология не нашла применения в машиностроении.
- Не рекомендуется использовать для сварки изделий толщиной более 5 мм. Для таких случаев лучше применять полуавтоматическую или ручную электросварку.
- Ацетиленовая сварка не подходит для работы с высокоуглеродистыми металлами.
- При сваривании внахлест часто наблюдается сильная деформация металла, а также возникают области с чрезмерным напряжением.
- Если сравнивать с электродуговыми методами, то для осуществления ацетиленовой сварки потребуются более значительные финансовые вложения как на оборудование, так и на расходные материалы.
Важно также помнить, что использование ацетилена для резки и сварки металлов может привести к неприятным последствиям. Это связано с взрывоопасностью данного газа: если в процессе его применения не соблюдать технику безопасности, это может вызвать катастрофические последствия в виде взрывов, наносящих вред здоровью человека.
Наряду с нарушениями правил безопасности, сварщики часто выполняют неправильные действия при обратном ударе, что также может привести к аварийным ситуациям. Специалисты, работающие с ацетиленом, должны обладать навыками, превышающими те, которые необходимы для полуавтоматической и автоматической сварки.
Важно отметить! Ацетиленовая сварка лучше всего подходит для стыковых соединений металлических изделий. Качество этих соединений зависит от чистоты и качества ацетилена и кислорода.
Кроме того, данный вид сварки предназначен только для тонкостенных металлических изделий. Некоторые виды цветных металлов не поддаются свариванию с помощью этого метода. Качество шва также может оказаться хуже и менее надежным по сравнению с методом газосварки.
Особенности
Прежде чем приступать к процессу ацетиленовой сварки, важно изучить технологические особенности данного метода. Качество и надежность сварных соединений зависят от нескольких важных факторов.
Эта технология стала популярной благодаря легкости получения ацетиленового газа и его доступной цене. Качественные характеристики сварного соединения зависят от трех основных аспектов: мощности пламени, угла сварки, и диаметра присадочной проволоки.
По этой причине стоит подробно рассмотреть основные аспекты ацетиленовой технологии:
- Мощность пламени газовой горелки должна соответствовать материалу, с которым планируется работать.
- Существует определённая рекомендация по выбору мощности пламени: толщина изделия определяет теплопроводность и температуру плавления, то есть для толстых заготовок необходимо более мощное пламя. В то же время, тонкие изделия требуют другого подхода, но следует помнить, что чем большей мощностью обладает пламя, тем больше будет расход газа.
- Угол сварки должен изменяться в зависимости от толщины свариваемой детали. Для элементов толщиной от 1 до 155 мм следует выбирать угол от 10 до 80 градусов.
- Угол наклона необходимо увеличивать пропорционально толщине заготовки.
- На начальном этапе сварки горелка должна располагаться под углом 90 градусов, чтобы изделие равномерно прогревалось, независимо от его толщины.
- Параметры диаметра присадочной проволоки также критичны для качества соединения. Диаметр выбранной проволоки должен соответствовать толщине металлического изделия.
- При выборе диаметра проволоки полезно правило, согласно которому необходимо взять значение толщины детали в миллиметрах, разделить его пополам и добавить 1 мм. Это и будет нужный диаметр присадочной проволоки.
- Горелку для сварки можно двигать как на себя, так и от себя. Если сварщик движется от себя, сначала движется горелка, а затем следует присадочная проволока, что способствует лучшему прогреву металла и формированию сварочной ванны.
Правила безопасности

Данная технология обладает повышенным уровнем опасности. Начинающие сварщики зачастую ошибочно полагают, что для безопасной работы достаточно знать цвета баллонов с ацетиленом. Однако ключевыми принципами техники безопасности являются следующие пункты:
- В случае использования ацетиленового генератора необходимо строго следить за его эксплуатацией и выполнять все инструкции.
- Карбид кальция нужно хранить в сухом помещении с надлежащей вентиляцией. Открытие упаковки следует производить с использованием специального инструмента с медным покрытием, чтобы избежать образования искр.
- Запрещается использовать генератор без предохранительного водяного затвора.
- Необходимо строго соблюдать правила хранения и транспортировки баллонов: они должны восприниматься с защитными колпаком, манометром и редуктором для регулировки подачи газа.
- Емкости, работающие под давлением, должны проходить регулярные проверки на целостность. Использование баллонов с видимыми повреждениями строго запрещено.
- Рабочий персонал обязан быть обеспечен средствами индивидуальной защиты, что регулируется соответствующими нормами охраны труда.
- При работе в колодцах или других низких помещениях необходимо использовать оборудование для принудительной вентиляции.

В случае возникновения пожара необходимо немедленно удалить все баллоны с ацетиленом с территории инцидента. Если пламя идет из баллона, его следует закрыть, используя специальный ключ. Все манипуляции по ликвидации огня должны проводиться с безопасного расстояния, и рекомендуется использовать огнетушители с наполнителем на основе азота.
Заключение
Ацетиленовая сварка остается популярной при работе с тонкостенными трубами и другими элементами небольших толщин. Её распространение объясняется простотой заправки баллонов ацетиленом и невысокой стоимостью выполнения работ. Процесс носит повышенную пожарную опасность, поэтому строгое соблюдение всех правил и норм охраны труда крайне важно.

Сварщик шестого разряда Сидоров Дмитрий Русланович с опытом работы 17 лет делится: «Я начал заниматься ацетиленовой сваркой через год после получения первых прав, разрешающих использование сварочного оборудования. До этого времени работал только с выпрямителем и полуавтоматов. Обучение прошло быстро — основная сложность заключалась в правильной настройке пламени горелки и контроле равномерности прогрева.»