Не все из описанных выше методов обеспечивают необходимую точность при гибке алюминиевой трубы. Например, если требуется согнуть трубу небольшого диаметра, предпочтительнее выполнять гибку на конце трубы, а не в её средней части, чтобы избежать деформаций и трещин, которые могут возникнуть при неподходящих условиях.
Как согнуть алюминиевую трубу

Алюминий представляет собой доступный и широко применяемый материал, обладающий хорошей прочностью, стойкостью к износу и пластичностью. Из алюминиевых труб благодаря их универсальным свойствам активно используются в самых различных отраслях, включая промышленность, строительство, сельское хозяйство, а также для различных бытовых нужд и задач. В связи с этим многие интересуются, как правильно выполнить процесс гибки алюминиевой трубы.
Существует несколько способов выполнения данной операции: например, можно обратиться в профессиональную мастерскую и воспользоваться специальными станками, либо попробовать сделать это самостоятельно в домашних условиях. В этой статье вы найдете полезную информацию о том, для чего нужна гибка алюминиевых труб, какие виды труб имеются и какие методы для их обработки применяются.
Для чего нужно гнуть алюминиевые трубы
Алюминиевые трубы находят применение в следующих отраслях:
- нефтяная;
- химическая;
- строительная;
- архитектурная;
- машиностроительная и многих других.
В настоящее время для монтажа разнообразных систем и конструкций разрабатываются специальные фитинги, такие как уголки и переходники. Тем не менее, использование таких элементов не всегда гарантирует необходимую прочность, надежность, герметичность и эстетический вид. В некоторых случаях применение фитингов может быть небезопасным, требуя создания сплошной алюминиевой конструкции под нужным углом. Вот почему многим интересен вопрос, как согнуть алюминиевую трубу.
Конечно, можно заказать у производителя трубу нужной конфигурации, но если этот момент был упущен, готовые изделия также могут быть обработаны и подвержены гибке с помощью различных методов.
Особенности производства, свойства алюминиевых труб
Алюминиевые трубные профили различаются по способу производства на три группы:
- холоднодеформированные;
- прессованные;
- сварные.
Изготовление труб из алюминия разными способами
Первый тип включает алюминиевые трубы с диаметром от 6 до 150 мм, предназначенные для общепромышленного использования и производимые в соответствии с ГОСТ 18475-87. Технология заключается в том, что алюминиевая заготовка изначально сверлится с помощью сквозного отверстия, а затем прокатывается между роликами, в результате чего формируется сечение готового изделия.
Второй тип труб — это алюминиевые трубы диаметром от 6 до 220 мм, изготавливаемые по ГОСТ 18482-79. При их производстве применяется метод горячего прессования. Заготовка укладывается на матрицу и прессуется до формирования необходимой формы, после чего проходит прокатку на стоящем станке через ролики.
Третий тип включает алюминиевые трубы, изготавливаемые либо из листа, либо из ленты — штрипса, путем скручивания и последующей сварки по шву с внутренней и внешней стороны. Важным этапом этого процесса является горячий отпуск готового изделия, чтобы снять внутренние напряжения в местах сварки.
Алюминиевые трубы также можно классифицировать по толщине стенки:
- тонкостенные — до 5 мм;
- толстостенные — более 5 мм.

В процессе производства часто используются дополнительные операции с целью улучшения технических и эксплуатационных параметров. Это необходимо, поскольку алюминиевый металл может ломаться при деформации, особенно при температурах ниже +20°С. Для этого применяются термообработка (например, отжиг или закаливание) или механическая обработка — наклеп.
Оба метода позволяют повысить прочность и твёрдость, а также сделать материал более устойчивым при его использовании в конструкциях.
Тем не менее, главной характеристикой алюминиевых труб является их высокая пластичность. То есть деформировать и согнуть алюминиевую трубу можно легко, не теряя многих ее качеств и свойств.
Где применяются алюминиевые изделия
Область применения алюминиевых труб, как видно, довольно широка. Некоторые причины их популярности:
- отсутствие необходимости в сложном техническом обслуживании;
- относительная легкость конструкций;
- удобство транспортировки и монтажа, в том числе в случаях, когда требуется согнуть изделие.
Алюминиевые трубы находят применение в таких сферах, как:
- Сельское хозяйство. Здесь трубы используются для создания дренажных и поливочных систем, а также для возведения ограждений для мелких животных и растений.
- Нефтедобыча. Алюминиевые трубы являются инертными к нефтепродуктам и не теряют своих характеристик под их воздействием.
- Системы вентиляции. Алюминиевые изделия легко обрабатываются, резку и сверлением, а также легко изгибаются, что упрощает процесс монтажа вентиляционных шахт и воздуховодов.
- Строительство. Из алюминиевых труб изготавливают каркасы для беседок, ангаров и навесов, перила, козырьки. В последнее время они широко применяются для создания навесных фасадов.
- Мебель. Производство различных предметов мебели, включая стулья, кресла и столы.
- Реклама. Используются для создания рекламных щитов, стоек и каркасных конструкций под витрины.
Процесс изгибания
Гнуть алюминиевую трубу в домашних условиях возможно, но это может повлиять на прочность металла. В процессе изгиба происходит изменение плотности: на внешней стороне изгиба она снижается, тогда как на внутренней повышается. Это может привести к разрыву на внешней стороне и сжатию на внутренней, что делает такие профили подходящими только для ненагруженных конструкций.
Сложности
При гибке трубы в домашних условиях могут возникнуть несколько трудностей, которые негативно сказываются на конечном результате:
- Практически невозможно сгибать алюминиевые профили анодного типа, так как они отличаются повышенной прочностью и жесткостью. Это может привести к образованию трещин и изломов.
- В трубах, изготовленных методом горячей экструзии, могут накапливаться большие внутренние напряжения, что также увеличивает риск разрушения.
- Сплавы, такие как дюралюминий, обладающие повышенной твердымстью, также затрудняют обработку.
Если вы купили трубопрокат без сертификата, то определить состав сплава не составит труда. Например, дюралюминий не оставляет следов краски на руках. Можно постучать по трубе молотком: если звук звонкий, значит, это твердый сплав. Альтернативный метод — попытаться подточить край напильником: если на нем образуется металлический налет, значит, сплав мягкий.
На поверхности трубных профилей обязательно наносится маркировка, которая позволяет определить состав сплава по справочнику.
Статья по теме: Как производится гибка металлических труб.
Способы сгибания
Перед тем как приступить к сгибанию алюминиевой трубы в домашних условиях, необходимо ознакомиться с различными методами гибки. В первую очередь стоит отметить, что трубы можно изгибать как в холодном, так и в горячем состоянии. При выборе способа гибки следует учитывать следующие факторы:
- толщину стенок трубы;
- марку сплава;
- длину изделия;
- сложность конфигурации конечного изделия.
Существуют основные и часто используемые конфигурации:
- отвод — изгиб трубы в одной плоскости под углом от 45° до 135°;
- утка — два изгиба по 135°;
- калач — изгиб в форме полуокружности;
- скоба — трехразовый изгиб: два внешних угла по 135°, один средний угол в 90°.
Для грамотно проведенной гибки алюминиевой трубы в домашних условиях рекомендуется соблюдать некоторые правила:
- Если идет речь о сгибании шовного изделия, убедитесь, что шов не находится в плоскости внешних или внутренних изгибов.
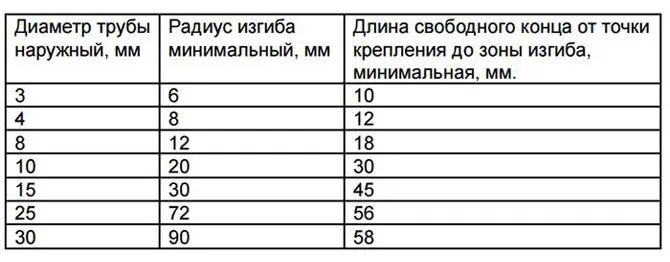
- При сгибании изделий диаметром до 20 мм радиус изгиба не должен превышать двух диаметров трубы.
- Для труб с диаметром более 25 мм радиус изгиба должен составлять минимум в три раза больше диаметра.
Необходимое оборудование
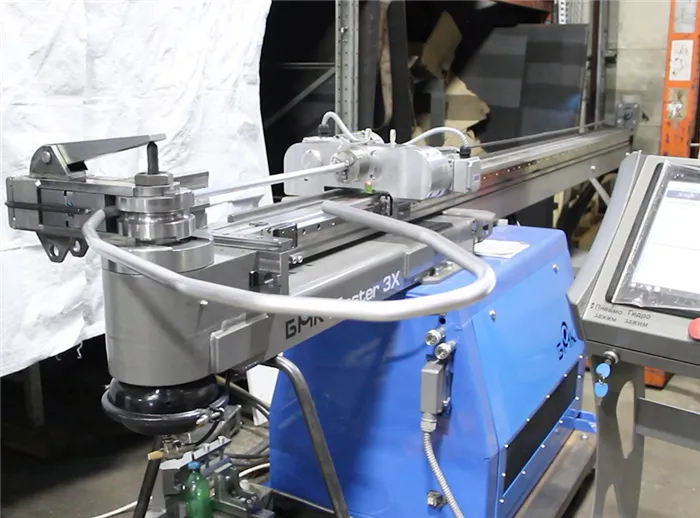
Одним из наиболее простых и надежных способов согнуть алюминиевую трубу в домашних условиях является использование трубогиба. На рынке доступны как ручные, так и механические модификации данного оборудования.
Если задача состоит в самостоятельном изгибании алюминиевых труб в домашних условиях, стоит обратить внимание на ручные варианты, среди которых выделяются три основных модели:
- Рычажный трубогиб, известный как станок Вольнова. У него есть специальная форма определенного диаметра, в которую помещается труба. Под действием рычага труба сгибается, причем процесс проводится без нагревания заготовки.
- Арбалетный трубогиб. В данном случае труба не изгибается вокруг формы, а вдавливается в неё.
- Пружинный трубогиб. В процессе работы в трубу помещается пружина. Затем заготовка нагревается, после чего ее изгибают. Для труб малого диаметра возможно выполнение этого процесса без нагрева. По окончании операции пружину вытаскивают.
Как происходит гибка алюминиевой трубы

При сгибании алюминиевой трубы под любым углом структура металла подвержена деформации. С внутренней стороны слой сжимается, тогда как внешний слой растягивается. Благодаря низкой плотности материала, а также его хорошей гибкости, при соблюдении всех необходимых техник, изгиб не приводит к значительной травматизации конструкции. Однако при использовании легированных профилей, обладающих повышенной плотностью из-за особенностей производства, возникновение изогнутого изделия значительно усложняется.
Алюминиевая труба достаточно гибкая, чтобы изготовить из нее различные сложные конструкции, при этом сохранив целостность заготовки и её сечение. Процесс сгибания может выполняться вручную, с использованием простых устройств или на специализированных промышленных станках. Кроме того, сгибание происходит как в холодном, так и в горячем состоянии. Этот выбор зависит от таких факторов, как размер, тип, структура изделия, толщина трубы и сложность запланированной формы.
Существует несколько разновидностей процесса гибки профилей из алюминия в одной плоскости: скоба, калач, отвод и утка. Например, два изгиба по 135° называют уткой, а три сгиба с 90° в центре и по 135° с обеих сторон обозначают скобку; сгибание в форме полуокружности называется калачом, а угол от 45° до 135° — это отвод.
Качественная гибка алюминиевой трубы возможна только при соблюдении следующих рекомендаций:
- если труба имеет сварной шов, следите, чтобы он не оказался на вогнутой и выпуклой линиях сгиба;
- при изгибе тонких труб диаметром 15–20 мм следите, чтобы радиус изгиба был не меньше удвоенного значения их внешнего диаметра;
- если заготовка имеет диаметр больше 25 мм, минимально допустимый радиус должен составлять не меньше трехкратной величины внешнего диаметра трубы.
Независимо от того, какой метод обработки выбран специалистом, основная задача состоит в создании конструкции без надломов, внутренних сморщиваний или трещин. Это возможно благодаря правильному выбору профиля, инструмента и метода обработки.
4 метода гибки алюминиевой трубы
Для обработки профиля можно применять разные технологии, вне зависимости от цены. К основным вариантам относятся гибка через проталкивание, прокатка, обкатывание и сгибание под давлением. Оборудование для каждого из методов будет различным.
1. Гибка проталкиванием.
Этот подход идеально подходит для создания пологих изгибов, которые часто используются при изготовлении арок, дуг и в подобных конструкциях. Радиус кривизны в таких случаях обычно составляет 5-6 диаметров самой трубы. При этом заготовка проталкивается между фиксирующим и отклоняющим роликами.
Уровень кривизны определяется по положению ролика. Однако стоит отметить, что это не самый точный метод, и предварительно стоит провести тестовую работу для определения характеристик обрабатываемого материала. Метод проталкивания подходит для труб диаметром до 100 мм.
Если диаметр трубы превышает 100 мм, к ней лучше применять метод прокатки. Проталкиванием можно согнуть профиль для благоустройства тяговых конструкций, таких как ограждения и перила, которые могут использоваться в интерьере или в мебели.
2. Гибка прокаткой.
Данный метод подразумевает использование трубогибов, состоящих из трех роликов. Заготовки прокатываются между этими элементов, причем их расположение определяет степень кривизны. Однако стоит учесть, что точность прокатки невысока, но возможность выполнения повторной обработки позволяет отрегулировать профиль до необходимого состояния. Этот метод лучше применять для заготовок с большим сечением.
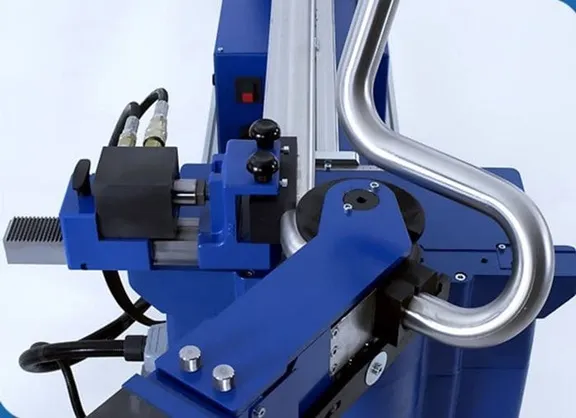
3. Гибка обкатыванием.
В этом случае труба изгибается вокруг фиксированного ролика под воздействием внешнего воздействия, создаваемого как роликом, так и подвижной планкой. Заготовка при этом не закрепляется на станке. Данный метод относительно универсален и может применяться на различных типах оборудования.
Во время обкатывания не используется дорн, что делает его неудобным для труб малого диаметра, так как они могут быть сжаты. Минимальный радиус алюминиевой трубы при гибке должен составлять не менее 2,5 ее диаметра, а идеальная овальность в области сгиба может отсутствовать.
4. Гибка давлением.
Этот метод включает использование прессов с определенными штампами, которые формируют трубу. Внешнее давление заставляет заготовку принимать нужную форму. К недостаткам этого метода можно отнести высокую стоимость пресс-формы и потенциальные расхождения в пружинящих характеристиках изделия.
Метод давления отлично подходит, если необходимо не только согнуть трубу, но и чуть сплющить ее. Он может быть использован для ручного изготовления конструкций с использованием матриц, созданных для конкретного радиуса профиля, либо известных как отвесные матрицы, которые прижимают трубу.
В некоторых случаях прибегают не к внешнему, а внутреннему давлению с целью гидроформовки. Сначала металлический элемент помещается в форму, затем наполняется жидкостью. Прикладываемое давление заставляет стенки трубы изгибаться в нужную сторону. Это один из самых точных, но и самых дорогих методов.
На станках осуществление гибки алюминиевой трубы обеспечивает минимальный риск повреждений, благодаря возможности создания различных форм с использованием электромеханических или гидравлических механизмов, которые точно придерживаются установленных параметров обработки.
Основные ошибки при работе
Перед тем как приступить к работе, обязательно очистите изделия от загрязнений. При этом не рекомендуется использовать абразивные щетки, так как их применение может повредить окисную пленку на поверхности трубы.
Внимание! После сгибания длина изделия может измениться, поэтому необходимый размер отрезка следует формировать лишь после завершения всех операций по сгибанию.
Если для работы используется газовая горелка, то по достижении необходимой температуры сразу необходимо проводить изгиб детали, пока она не остынет. Если трубы изогнуты слишком сильно, их не следует обрабатывать, так как это говорит о низком качестве изделия. Во избежание повреждений, трубы для гибки не должны иметь заусенцев, сколов или трещин.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка, на один из которых оказывают давление для отклонения заготовки. Это позволяет получать дугообразные изгибы с очень малым радиусом искривления. Величина радиуса изгиба равен 6 диаметрам трубы.
- Прокатка. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру трубы. Для этой операции используется трехвалковый трубогиб, который способен выполнять изгибы в форме кольца, спирали и дуги. Он подходит как для круглого, так и для прямоугольного профиля и требует нескольких заходов для получения нужного результата.
- Обкатывание. Этот способ подразумевает использование обкатной головки трубогиба, которая сгибает заготовку под давлением. В участках без давления происходит прогибание трубы в другую сторону. Обкатывание не сопровождается нагреванием, однако для предотвращения сжатия заготовки следует соблюдать минимальный радиус изгиба, равный троекратному диаметру трубы.
- Сгибание давлением. В этом случае используются прессы с определенными штампами, которые деформируют заготовки с внешней стороны, или применяется метод гидроформирования, при котором труба заполняется водой или маслом под давлением для изгиба изнутри в условиях формы.
Самостоятельное сгибание алюминиевой трубы
Сначала необходимо определить, под какую марку, диаметр и толщину стенки нужно согнуть трубу. Если это требуется делать регулярно, целесообразно сразу приобрести ручной трубогиб, так как рынок предлагает широкий выбор моделей данного оборудования.
При этом существуют и другие методы гибки труб в домашних условиях, особенно если речь идет о разовых мероприятиях:
- Перед тем как загнуть алюминиевую трубу, её можно заполнить сухим, мелким, просеянным песком. Концы заготовки закрывают заглушками в виде чопов, а затем постепенно согнуть её. Эту операцию можно выполнять даже вручную, однако для удобства лучше закрепить один конец хомутом. После сгибания песок высыпают, так как он служит для поддержки округлой формы трубы. В зимнее время можно использовать замороженную воду, вместо песка; после завершения процесса деталь помещается в тепло для оттаивания льда.
- Если необходимо согнуть менее пластичную трубу (из дюралюминия), то дополнительно потребуется газовая горелка. Один конец трубы фиксируется в тисках, а другой расправляется до температуры 250 градусов. Чтобы убедиться, что труба готова к сгибанию, достаточно поднести к ней кусочек бумаги: появление дыма будет свидетельствовать о том, что изделие достигло нужной температуры. При изгибе важно действовать аккуратно: нельзя многократно нагревать один и тот же участок трубы.
- Можно изготовить из древесины полукруглый шаблон, толщина которого превышает диаметр трубы. Определив нужный радиус, заготовку крепят к рабочей поверхности с помощью струбцин и болтов. Параллельно к шаблону устанавливается доска с такой же толщиной и уклоном. Это позволяет обеспечить плотность укладки трубы. Сгонактив один конец трубы касательной к полукругу, необходимо проводить изгибающие движения вокруг шаблона. Этот вариант подходит для гибки пластичных труб диаметром до 40 мм с достаточно большими радиусами.
- При необходимости заготовка располагается на двух устойчивых опорах так, чтобы место сгиба немного провисало. Гармонично передайте нужный радиус сгибания при помощи резинового киянки. Особенно легко рабочий процесс выполняется для квадратных алюминиевых труб.
- При чувствительном изгибе участка заготовки, внутрь помещается пружина из стали с привязанной проволокой. Как только труба принимает нужную форму, пружина извлекается за это проволоку. В случае необходимости можно предварительно разогреть место сгибания.

Важно помнить, что при гибке длина трубы может измениться, поэтому нужные размеры следует отмечать уже после завершения процесса. Таким образом, согнуть алюминиевую трубу в домашних условиях абсолютно возможно, главное — правильно выбрать инструмент и следовать всем рекомендациям.