Из легированных и углеродистых автоматных сталей производится не только метизы, но и различные детали, такие как элементы автомобилей, тракторов, валы, шестерни и множество других изделий.
Автоматная сталь: свойства, плюсы и минусы, сферы применения
В металлургической отрасли автоматная сталь представляет собой особый тип сплавов, который входит в обширную группу конструкционных металлов. Теперь давайте разберемся, чем же данная категория сплавов отличается от других таких же сталей.
Конструкционными называют углеродистые железные сплавы, которые характеризуются высокой степенью очистки от нежелательных примесей, включая сера и фосфор. В процессе выплавки этих металлов применяются специальные технологии, позволяющие существенно снизить содержание этих компонентов.
Максимальное уменьшение доли серы и фосфора крайне важно, поскольку эти элементы значительно ухудшают свойства стали. Сера, например, может стать причиной холодного растрескивания металла в ходе обработки, что приводит к серьезной утрате эксплуатационных качеств. Фосфор же также негативно сказывается на свойствах материала, способствуя образованию трещин при термообработке.
Согласно установленным стандартам, присутствие фосфора и серы в конструкционной стали не должно превышать 0,05% от общей массы. Сплавы считаются качественными, если концентрация этих элементов ниже 0,035%, а высококачественными – при содержании не более 0,025%. Сплавы, содержащие менее 0,015% примесей, классифицируются как сверхвысококачественные.
Конструкционные стали отличаются высокой прочностью, стойкостью к воздействию экстремальных температур и чистотой. Однако когда речь заходит о метизах, такие характеристики могут превратиться в недостатки. Появление автоматной стали дало возможность решить проблемы, связанные с обработкой и производством металлических изделий.
Несмотря на свое название, автоматная сталь не имеет никакого отношения к производству огнестрельного оружия. Автоматной сталью называют углеродистый железный сплав, который обладает оставшимися физическими характеристиками, необходимыми для обработки на автоматических станках.
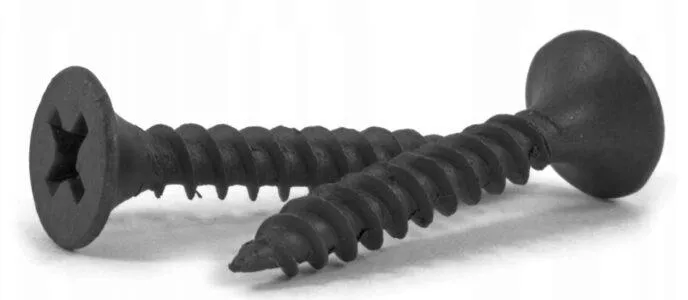
Автоматная сталь в основном используется для массового производства элементов, таких как гайки, болты, шпильки и прочие изделия, которые не предназначены для работы под высокими нагрузками. Изготовление изделий из автоматной стали регламентируется стандартом ГОСТ 1414-75.

Как уже упоминалось, наличие примесей серы и фосфора, которые ухудшают характеристики стали, требует их максимального удаления из составов конструкционных сталей. Однако в автоматной стали допустимо наличие этих элементов в сравнительно высоких концентрациях.
Это объясняется тем, что для стали, используемой в производстве метизов на автоматических станках, важны не прочность и твердость, а такие свойства как пластичность и простота обработки.
Температура ковки автоматной стали колеблется в пределах от +950 °С до +1200 °С, что также способствует эффективной обработке данного материала.
Состав автоматной стали
Автоматные типы легированной стали могут включать различные примеси, состав и пропорции которых зависят от назначения металла. Эти компоненты помогают снизить стоимость готовой продукции и увеличить производительность:

- Сера (в количестве не более 0,2 %). Этот элемент облегчает работу с металлом, увеличивая хрупкость стружки при механической обработке. Более того, сера обладает смазочными и вяжущими свойствами, способствуя получению более ровной поверхности. Часто сера вводится в состав сплава в виде марганцевых сульфидов, поэтому такая сталь может также содержать марганец, который почти не влияет на ее характеристики.
- Фосфор, концентрация которого не должна превышать сотых долей процента, также способствует увеличению х脆кости стружки, облегчая механическую обработку стали.
- Селен увеличивает хрупкость стружки, сохраняя при этом прочностные характеристики металла. Присутствие этого элемента позволяет увеличить срок службы режущих кромок инструментов.
- Кальций улучшает процесс резки и ускоряет обработку, формируя особый поверхностный слой. Эта добавка также предотвращает налипание отходов на заготовку и продлевает срок службы рабочих частей станков.
- Свинец в процентном содержании не более 0,3 % позволяет на треть повысить производительность и значительно снизить износ режущих кромок. Поскольку этот элемент существенно уменьшает образование налипаний, он также используется в качестве добавки в латунь.
Концентрация и наличие легирующих добавок в автоматной стали также регламентируется вышеупомянутым государственным стандартом, который должен соблюдаться при производстве всех видов конструкционной стали.
Это связано с тем, что при изменении доли хотя бы одного элемента существует риск ухудшения обрабатываемости металла или качества готовой продукции.
Что это такое?
Несмотря на название, автоматная сталь не относится к сплавам, используемым для производства автоматического оружия. Это конструкционный металл, используемый для получения заготовок на автоматизированных станках. Все такие материалы обязаны обладать свойствами, упрощающими процесс обработки и обеспечивающими экономичность эксплуатации. Высокое качество готовой продукции также имеет большое значение. Оно во многом зависит от химического состава и структуры металла, которые иногда могут оказаться даже более важными, чем уровень квалификации специалистов или совершенство оборудования. Определяющим практическим свойством является стабильная обрабатываемость резанием, которое оговаривается в любом контракте на поставку автоматной стали.
ГОСТ на традиционную конструкционную сталь устанавливает минимальные требования к прочности и стойкости к температурным перепадам. Во внимание принимается и отсутствие примесей выше критически допустимого уровня. Однако эти характеристики могут оказаться недостаточными для автоматной стали; именно свойства прочности могут стать недостатками для ее применения. Хорошая пластичность упрощает процессы обработки, что особенно важно при использовании на автоматических станках. В России автоматную сталь производят в соответствии с нормами, установленными в ГОСТ 1414 от 1975 года, которые требуют, чтобы сталь имела малую шероховатость поверхности для обеспечения однородного строения деталей.
Также важным является небольшой износ режущих инструментов и станков, что делает автоматную сталь пригодной для высокоскоростного резания.
Плюсы и минусы
Очевидно, что автоматные стали быстро и легко обрабатываются. При работе с ними стружка отделяется эффективно, а сам материал обладает высокой теплопроводностью. Это делает его сравнительно мягким. При взаимодействии с ним ресурс резцов станков изнашивается медленно.
Эти преимущества обеспечивают значительное увеличение производительности и рентабельности производственных процессов. Тем не менее, содержащиеся в стали сера и фосфор могут вызывать проблемы: трудности с получением высоких вязких и пластических свойств.
Что такое автоматная сталь?
Как мы выяснили ранее, фосфор и сера являются вредными примесями, содержание которых в сплаве стараются свести к минимуму ввиду их негативного воздействия на качество стали. Тем не менее, существует особый класс конструкционных стальных сплавов, допускающий высокую концентрацию серы и фосфора, который называется автоматной сталью.
Это объясняется тем, что для изготовления сложных, но небольших деталей на автоматических станках не требуется сверхпрочный материал, значительно важнее, чтобы он был пластичным и хорошо поддавался обработке.
Вот почему в автоматной стали допускается повышенное содержание примесей, таких как фосфор и сера, а также различных добавок, таких как хром, никель, селен, свинец и другие. Оптимальные температуры ковки автоматной стали варьируются от +950 до +1200 градусов по Цельсию.
Автоматная сталь используется для серии производств метизов — включая болты, гайки, шурупы, валы, оси, элементы цепей и многие другие изделия. Также этот материал высокоэффективен при производстве сложных, мелких деталей для автомобилей, таких как передаточные механизмы, кольца полуосей, валиков масляного насоса и прочее. Производство автоматной стали контролируется государственным стандартом ГОСТ 1414-75, который регламентирует необходимые требования:
- Высокое качество надлома стружки (во время обработки на станке чрезвычайно важно быстро удалять образующуюся стружку, так как ее количество может быть значительным).
- Низкая шероховатость поверхности (поэтому деталь не должна иметь неоднородной структуры, что критично для мелких деталей, где каждый изгиб имеет важное конструктивное значение).
- Минимальный износ режущего инструмента (в противном случае инструменты быстро выходят из строя, что значительно увеличивает себестоимость деталей).
- Возможность высокоскоростной резки (что снижает конечную стоимость деталей и минимизирует расходы на электропитание, улучшая собирательную стоимость такого метода обработки).
Физические свойства и изготовление автоматной стали
Физические свойства автоматной стали во многом схожи с таковыми у обычной конструкционной стали. Однако уникальные характеристики автоматных сталей определяются различными примесями, которые обязательно включают серу и фосфор, а также могут содержать и другие добавки — свинец, селен, кальций, марганец, теллур и прочие. Существенное влияние на характеристики стали оказывает метод ее выплавки и последующей обработки (такие как диффузный отжиг, цементация, закалка и другие процессы). Далее мы кратко рассмотрим основные примеси и оптимальные методы обработки.

Легирующие добавки
- Сера (в количестве не более 0,2%). Упрощает процесс надлома стружки за счет снижения прочности сплава, что делает возможной обработку данного стального материала. Кроме того, сера оказывает вяжущее и смазывающее воздействие, что снижает шероховатость поверхности готовой продукции. Обычно сера внедряется в сплав в виде марганцевых сульфидов, поэтому автоматные стали часто содержат марганец.
- Фосфор (содержание до 0,15%). Обладает свойствами, схожими с серой: улучшает надлом стружки, снижает шероховатость и так далее.
- Селен. Этот элемент дополнительно усиливает хрупкость стружки, однако сохраняет высокую прочность сплава. Таким образом, селен позволяет сохранять остроту режущего инструмента, что положительно отражается на сроке службы автоматных станков.
- Свинец. Его присутствие способствует увеличению стойкости режущих инструментов на станках, а также значительно продлевает производительность обработки, что приводит к снижению себестоимости деталей.
- Кальций. Этот элемент создает тонкий слой на металлической поверхности во время резки, улучшая качество резки и скорость обработки. Присутствие кальция также снижает вероятность прилипания стружки к металлу и увеличивает срок службы режущего инструмента.
- Марганец. Хотя его влияние на свойства автоматной стали незначительно, он часто входит в состав автоматных сплавов, поскольку сера вносится в сплав в виде марганцевого сульфида; после расплавления марганец остается в материале в виде добавочного компонента в небольших концентрациях (обычно не более 0,01%).

Физическая обработка
В процессе выплавки, помимо введения дополнительных компонентов, автоматная сталь часто подвергается обжигу при температуре около 1300 градусов по Цельсию. Цель этого обжига — равномерно распределить фосфор и серу по всему объему стального сплава, чтобы избежать ситуации, когда отдельные части металла оказываются хрупкими, в то время как другие становятся чрезмерно твердыми.
В дополнение к этому, во время обработки сталь может подвергаться цементированию и закалке, что обеспечивает равновесие между прочностью и пластичностью металла, упрощая его резку и защиту режущей поверхности автоматного станка. Основными методами, используемыми для выплавки автоматной стали, являются мартеновский метод и конвертерный процесс.
Марки автоматных сталей
В обозначении марок автоматных сталей используется буква «А». Далее указывается содержание углерода в сотых долях процента и легирующие элементы. Наиболее распространенные марки включают сернистые углеродистые стали, такие как А10, А20, А30, а также стали с добавлением свинца, такие как АС11, АС14, АС40, и марки, которые содержат как свинец, так и марганец, например, АС35Г2, АС45Г2.
Стали с добавлением кальция обозначаются как АЦ40, АЦ60, а марки, содержащие кальций и марганец, обозначаются как АЦ35Г2. Наличие селена в прокате фиксируется марками А35Е, А45Е. Используя точную маркировку, производители металлических изделий могут точно подобрать соответствующие режимы обработки материалов.
Процесс работы на автоматизированных станках для механической обработки деталей осуществляется без частой замены инструмента, а участие оператора минимизируется. Стабильное крупносерийное или массовое производство обеспечивается благодаря образованию хрупкой стружки, которая легко удаляется из зоны резания. Высокопроизводительное изготовление метизов различных форм и размеров для промышленности и строительства из высококачественной автоматной стали удовлетворяет разнообразные потребности заказчиков.
Оборудование для штамповки
Для осуществления горячей и холодной штамповки листового металла применяется пресс, в конструкции которого предусмотрены штампы, состоящие из пуансона и матрицы. Их элементы могут быть изготовлены как из инструментальной стали, так и из древесины или полимерных материалов, если обрабатываются более мягкие материалы.
Для холодной штамповки в основном используются гидравлические прессы, которые имеют различную мощность и функциональные возможности. Простые действия требуются для вырубки и пробивки, тогда как для вытяжных операций используют прессы с двойным действием. По своей конструкции прессы делятся на одно-, двух- и четырехкривошипные. На последние два типа устанавливаются ползуны больших размеров. Для предварительного нагрева стали перед горячей штамповкой используются различные нагревательные устройства, такие как электрические или плазменные.
Литература
- Ривлин Ю. И., Коротков М. А., Чернобыльский В. Н. Металлы и их заменители. — М.: Металлургия, 1973. — 440 с.
- Лахтин Ю. М. Основы металловедения. — М.: Металлургия, 1988. — 320 с.
- Анурьев В. И. Справочник конструктора-машиностроителя: в 3-х т. Т. 1. — 9-е изд., перераб. и доп./ под ред. И. Н. Жестковой. — М.: Машиностроение, 2006. — 928 с. — ISBN 5-217-03343-6 (Т. 1)
- Degarmo, E. Paul; Black, J. T.; Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9th ed.), Wiley, ISBN 0-471-65653-4.
Всякий вывод истории, без малейшего усилия со стороны критики, распадается, как прах, ничего не оставляя за собой, только вследствие того, что критика избирает за предмет наблюдения большую или меньшую прерывную единицу; на что она всегда имеет право, так как взятая историческая единица всегда произвольна. Только допустив бесконечно малую единицу для наблюдения – дифференциал истории, то есть однородные влечения людей, и достигнув искусства интегрировать (брать суммы этих бесконечно малых), мы можем надеяться на постигновение законов истории. Первые пятнадцать лет XIX столетия в Европе представляют необыкновенное движение миллионов людей. Люди оставляют свои обычные занятия, стремятся с одной стороны Европы в другую, грабят, убивают один другого, торжествуют и отчаиваются, и весь ход жизни на несколько лет изменяется, представляя усиленное движение, которое сначала идет на увеличение, потом ослабевает. Какая причина этого движения или по каким законам происходило оно? – спрашивает ум человеческий. Историки, отвечая на этот вопрос, излагают деяния и речи нескольких десятков людей в одном из зданий города Парижа, называя эти деяния и речи словом революция; потом дают подробную биографию Наполеона и некоторых сочувствующих и враждебных ему лиц, рассказывая о влиянии этих лиц друг на друга и утверждая: вот отчего произошло это движение, и вот законы его. Но разум человеческий не только отказывается верить в такое объяснение, но и прямо говорит, что это объяснение неверно, ведь при нем менее значительное явление принимается за причину более значительного. Сумма людских произволов сделала как революцию, так и Наполеона, и только сумма этих поступков воспринимала их и уничтожила. Но всякий раз, когда происходили завоевания, у них были свои завоеватели; всякий раз, когда происходили перевороты в стране, возникали великие люди, – утверждает история. Действительно, всякий раз, когда появлялись завоеватели, приводились войны, отвечает разум, но это не подтверждает, что именно они являются причиной всех войн, и невозможно выявить законы ведения войны, опираясь лишь на индивидуальную деятельность одного человека. Всякий раз, когда я, глядя на свои часы, вижу, что стрелка подошла к десяти, я слышу, что в соседней церкви начинается звон, однако только потому, что стрелка дошла до десяти, я не могу сделать вывод, что именно положение стрелки стало причиной движения колоколов. Каждый раз, когда я наблюдаю движение паровоза, я слышу звук свиста, вижу открытие клапана и движение колес, но это не дает мне оснований считать свист и движение колес причиной работы паровоза. Крестьяне утверждают, что поздней весной дует холодный ветер, потому что раскрылся дуб; и действительно, каждую весну по мере раскрытия дуба появляется ветер. Однако, хотя причина порывистого ветра мне и неизвестна, я не могу согласиться с крестьянами в том, что причина холодного ветра заключается в раскрытии почек дуба, ведь ветровая сила не зависит от природы дерева. Я могу видеть лишь совпадение условий, которые имеют место в каждом жизненном проявлении, и, сколько бы я ни наблюдал за стрелкой часов, клапаном и колесами паровоза, или раскрытием дубовых почек, я не узнаю истинную причину звукового зова, пара или весеннего ветра. Для этого необходимо принципиально изменить свой подход и изучить законы движения пара, звона и ветра. Так же должна поступать и история. Подобные попытки уже были предприняты. Чтобы установить исторические законы, нужно кардинально изменить предмет наблюдения, освободить от внимания царей, министров и генералов, и изучать лишь однородные, бесконечно малые элементы, которые управляют массовым поведением. Никто не может с уверенность сказать, насколько эффективно человеку удастся достичь понимания таких законов через этот путь, тем не менее, очевидно, что именно этот подход предоставляет шанс глубже понять исторические процессы. Но до сих пор на этом пути человеческий разум почти не потратил усилий по сравнению с теми, что историки потратили на описания деяний различных правителей и полководцев, а также на размышления о последствиях этих действий. Силы двенадцати европейских языков вторглись в Россию. Русские войска и население отступают, избегая столкновения, до Смоленска и из Смоленска до Бородина. Французская армия с нарастающей силой стремится к Москве, к своей цели. Наступательная энергия растет, подобно тому, как увеличивается скорость полета падающего объекта по мере приближения к земле. Сзади их охватывают голодные и враждебные земли, впереди же — множество верст до цели. Это чувствует каждый солдат приложения Наполеона, и нашествие движется само по себе, благодаря одной лишь стремительности. В русском войске, по мере отступления, возрастает дух ненависти к врагу: уходя назад, оно концентрируется и усиливается. Под Бородино происходит столкновение. Ни то, ни другое войско не распадается, но русские, сразу после боя, отступают так же неизбежно, как откатывается шар, сталкивающийся с другим, более быстрым шаром; и так же неизбежно, хотя и потеряв свою силу после удара, стремительно разбежавшийся шар нашествия продолжает двигаться несколько дальше. Русские отступают, оставляя Москву за собой, французы достигают Москвы и там останавливаются. На протяжении пяти недель после этого не происходит ни одного сражения. Французы не двигаются. Как смертельно раненый зверь, израненный и истекающий кровью, они остаются в Москве, ничего не предпринимая, и, вдруг, без всякой новой причины, стремятся назад, обращаясь к Калужской дороге. И даже после своей победы, когда поле боя остается за ними под Малоярославцем, они бегут быстрее назад, к Смоленску, за Смоленск, к Вильне, к Березине и далее.