Независимо от метода, соединяемые части трубной системы сначала очищаются от загрязнений. При необходимости концы отрезают перпендикулярно продольной оси.
Монтаж труб ПНД с разной толщиной стенки или SDR
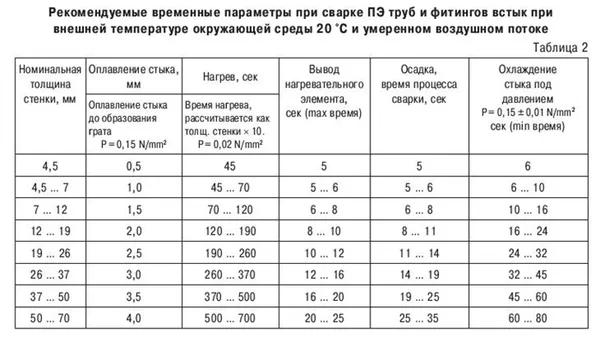
При сварке полиэтиленовых труб пайкой концы свариваемых элементов нагреваются в вязкотекучем состоянии полиэтилена, в результате чего происходит контакт с нагревательным элементом, а после удаления нагревательного элемента концы соединяются под давлением. Сваркой можно соединять только трубы и фитинги одинакового диаметра и SDR, изготовленные из полиэтилена одной марки. Рекомендуемая толщина стенки для сварки составляет не менее 4,5 мм. Сварка пайкой допускается при температуре о т-15°C до +45°C.
Однако дуговая сварка — довольно сложный процесс, требующий квалифицированного персонала и высококачественного оборудования. В то же время она имеет ряд неоспоримых преимуществ:
- Сварка полиэтиленовых труб не требует тяжелой техники
- Сваривать полиэтиленовые трубы может бригада из 1 — 2 человек
- Значительно ниже потребление электроэнергии (либо топлива) по сравнению со сваркой стальных труб
При использовании так называемых «длинных труб» (в рулонах или бухтах) количество сварных швов сокращается в 50-100 раз. Все это значительно ускоряет строительство трубопроводов и снижает затраты на монтаж.
Сварка полиэтиленовых труб инструкция
Сварка в разделку — это процесс соединения труб и фитингов одинакового диаметра и толщины. В этом процессе свариваемые поверхности выравниваются таким образом, чтобы обеспечить идеальный контакт. Затем соединяемые поверхности нагреваются до температуры плавления. Затем расплавленные поверхности труб соединяются под давлением. Давление, температура и продолжительность сварки регулируются для поддержания физических и химических свойств основного материала.

Монтаж труб ПНД с разной толщиной стенки или SDR
Этот вопрос часто возникает при сборке фитингов (патрубков, раструбных труб, полиэтиленовых труб и т.д.), которые могут быть литыми или сварными. Большинство таких изделий выпускается в SDR 17 и SDR 11. Поэтому если вам необходимо установить трубы ПНД с SDR 17,6 или SDR 13,6, необходимо использовать материалы с другим SDR.
Читайте также: Ламинат с фаской или без фаски: что лучше?
Труба ПНД ПЭ 100 — одна из самых популярных труб для монтажа технических систем. Трубы ПНД соединяются с помощью фитингов ПНД. Благодаря им монтаж может быть выполнен в кратчайшие сроки.
Для монтажа полиэтиленовых труб ПНД 100 используются следующие методы:
- сварка встык
- сварка с применением электросварных муфт
- фитинги ПНД компрессионные.
Монтаж труб ПНД с разной толщиной стенки или SDR при помощи компрессионных фитингов.
Этот метод используется для монтажа труб ПНД диаметром от 32 мм до 110 мм.
Устройство компрессионного фитинга ПНД используется для труб ПНД диаметром до 110 мм.
Компрессионный фитинг для труб ПЭ-ПВД состоит из пяти элементов
1 — Крышка с внутренней резьбой.
2 — Прижимное кольцо, которое предотвращает смещение и выдавливание трубы и предотвращает случайное ослабление.
3 — Прижимная втулка, которая удерживает уплотнительное кольцо в правильном положении.
4 — Уплотнительное кольцо, которое обеспечивает надежное уплотнение соединения.
5 — Корпус компрессионного фитинга, который служит упором при вставке.
Компрессионные фитинги можно использовать для соединения не только труб ПНД с различной толщиной стенок, но и труб из других материалов.
Компрессионные фитинги ПНД имеют стандартизированную наружную и внутреннюю резьбу, поэтому из них можно собирать узлы для соединения труб и фитингов из разных материалов.
Монтаж труб ПНД с разной толщиной стенки или SDR при помощи метода сварка встык.
Этот метод подходит для сборки труб ПНД диаметром от 32 мм до 1000 мм.
Технологический процесс сварки труб ПНД сваркой по ширине настаивает на этом:
- Труба и фасонные изделия должны быть из полиэтилена одинаковых марок
- Все используемый элементы трубопровода должный быть одинаковыми по диаметру и SDR.
- Толщина стенок не должна быть менее 4,5 мм
- Допустимая температура окружающей среды -15 до 45 градусов
Однако в исключительных случаях допускается сварка элементов труб с одинаковым диаметром, но разными стенками или SDR.
Вариант № 1: Для подготовки торца элемента трубы с меньшим SDR механически равномерно уменьшают толщину стенки до соответствия толщине стенки второго элемента. Однако это не всегда возможно из-за отсутствия специальных инструментов.
Вариант 2: Используем сварочный аппарат со сваркой по ширине. Для этого в сварочном столе выбираем секцию для тонкостенных труб. С этого момента в процессе сварки будет использоваться только этот параметр.
Помните: рекомендуемая глубина предварительного нагрева для каждой трубы или фитинга примерно равна толщине стенки.
Выбор способа пайки ПНД труб
Как правильно сваривать трубы ПНД? Справедливый вопрос для новичков. Существует три технических решения:
- стыковая сварка;
- муфтовая сварка;
- электромуфтовая пайка ПНД труб.
Каждый метод имеет свои особенности, которые следует рассматривать отдельно.
Стыковая сварка полиэтиленовых труб
Перед тем как сварить трубу методом склеивания, необходимо приобрести аппарат для сварки ПНД. Это следует учитывать при выборе аппарата:
- диаметр полиэтиленовых труб, с которыми возможна работа;
- мощность установки;
- количество функций, доступных оператору.
Покупка сертифицированного оборудования — это гарантия высокого качества швов.

Сварка труб ПНД осуществляется в следующей последовательности.
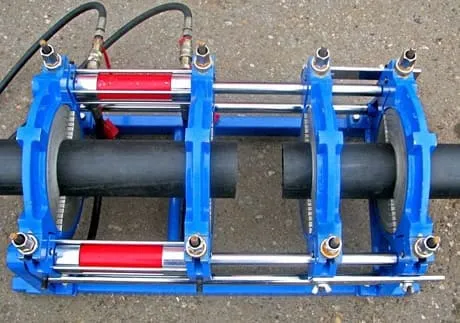
- Свариваемые участки устанавливаются в центраторе.
- Элементы надежно фиксируются зажимами.
- Торцы деталей очищаются от инородных частиц. Перед тем, как паять полиэтиленовые трубы, рекомендуется произвести обезжиривание.
- Стыкуемые поверхности обрабатываются торцевателем.
- Нагревательные элементы машины разогревают торцы труб.
- По достижении нужной температуры нагрев прекращается и заготовки соединяются.
После того как сварной шов остынет, соединение проверяется. Эту проверку проводит специалист по контролю качества с использованием соответствующего оборудования и инструментов.
Требования к сварному шву:
- однородность;
- высокая прочность;
- герметичность.
Сварочные аппараты с паяными швами отличаются точностью. Их обычно используют крупные строительные компании.
Муфтовая сварка ПНД труб
Трубы ПНД малого диаметра можно подвести к дому. Достаточно паяльника и инструментов
Сварке предшествует подготовительный процесс:
- мастер приобретает необходимые фитинги и трубы;
- торцы труб подвергаются очистке;
- концы линии, не подключенные к сети, временно герметизируются (это исключает отвод тепла, предотвращает попадание грязи внутрь линии);
- поверхность нагревательных элементов очищается и обезжиривается.
От качества подготовительных работ зависит надежность и прочность соединений.

Сварка труб ПНД осуществляется в несколько этапов:
- Труба и муфта фиксируются в нагревательных чашках. Важно, чтобы элементы были вставлены до упора.
- По достижении рабочей температуры производится соединение фитинга и трубы. Излишний полиэтилен выдавливается за пределы стыка, не оказывая влияния на его характеристики.
- На некоторое время детали фиксируются в неподвижном положении.
- Остывшее соединение труб проверяется на герметичность.
Сварка труб ПНД совсем не сложна. Достаточно использовать качественные материалы и соблюдать технику.
Стыковая сварка полиэтиленовых труб

Наиболее распространенным методом является точечная сварка.
Однако чаще всего трубы ПНД соединяют стыковой сваркой. Это очень экономичный и простой в использовании метод. Он также гарантирует длительный срок службы соединения. Для этого процесса требуется специальное сварочное оборудование. Этот метод подходит для участков, где трубы имеют достаточную свободу движения и эту гибкость необходимо сохранить.
Метод можно использовать как в открытых трубопроводных системах, так и в траншеях.
Процедура сварки в полевых условиях:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.
Обработка кромок
Окончательное качество сварки в полевых условиях в значительной степени зависит от качества подготовительных работ. Хорошо очищенные и подготовленные кромки свариваются гораздо лучше. Таким образом, можно добиться очень хорошего результата.
Важно! При пайке всегда выполняйте сварку одним швом. В противном случае прочность и долговечность соединения будет минимальной.
Блок: 3/7 | Номер символа: 1979 Источник: https://ZnatokTepla.ru/truby/pajka-trub-pnd-oborudovanie-i-poryadok-dejstvij.html
Рекомендации для проведения качественной сварки
При сварке полиэтиленом особое значение имеет качество сварных концов труб. Они должны быть тщательно очищены от стружки, заусенцев, пыли, грязи и жира. Также важно, чтобы детали были тщательно отцентрированы, без изъянов, а диаметры и толщина стенок деталей точно совпадали.
Не прикасайтесь к соединению, пока оно полностью не остынет. Не работайте в дождь, снег или мороз.
Блок: 3/6 | Количество символов: 432 Источник: https://vseotrube.ru/montazh-i-remont/svarka-polietilenovyh-trub
Способы состыковки ПЭ труб
Полиэтиленовые трубы соединяются двумя способами: с помощью фитингов и фланцев или с помощью различных видов сварки.
Для соединения необходимы специальные фитинги (муфты и фланцы) и без фитингов. Фитинги используются для труб с толщиной стенки менее 4,5 (диаметр 50-110 мм), в то время как для труб с более толстыми стенками допустима сальниковая и экструзионная сварка.
Диффузионный
При диффузионном методе края нагреваются в вязкотекучем состоянии. Подготовленные концы деталей соединяются и слегка прижимаются друг к другу. Подвижные молекулы полимера под действием давления перемещаются в соединяемые детали, перемешиваются, при охлаждении застывают в новом положении, образуют новые химические связи и создают надежный шов между соединениями.

Неправильно называть любой процесс сварки диффузионным соединением. На самом деле, каждый процесс сварки полиэтилена основан на процессе диффузии нагретых молекул.
Раструбный метод
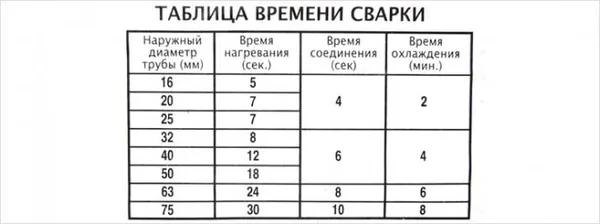
Этот процесс не является стандартным. Существует два варианта исполнения: использование муфельных труб и соединителей. Сам процесс похож на сварку полипропиленовых труб: Муфта или соединитель и деталь нагреваются с помощью сварочного аппарата со специальной насадкой. Затем деталь вставляется в фитинг другой трубы или раструба, зажимается, прижимается и удерживается. Время сварки составляет 20 секунд. Если используются муфты, то вторая труба приваривается к муфте таким же образом. Стоимость соединений невысока, и они нечасто поступают в продажу. Соединение получается надежным и стабильным, можно сваривать трубы малых диаметров.

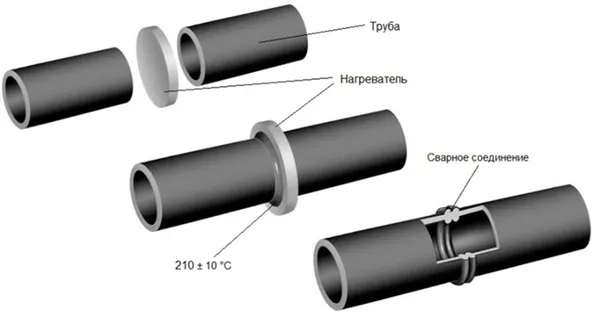
Сварка встык
Этот метод подходит для труб с толщиной стенки более 4,5-5 мм и диаметром более 50 мм.
Перед работой полиэтиленовую трубу разрезают строго вертикально и тщательно зачищают концы. Затем труба фиксируется в сварочном аппарате и тщательно центрируется. Между концами трубы помещают нагревательный элемент и, прижимая их к нагревательному элементу, нагревают до тех пор, пока концы не станут мягкими. Затем нагревательный элемент быстро удаляется, а концы труб прижимаются друг к другу так, чтобы в месте соединения образовалась небольшая круглая выпуклость. Соединение охлаждается, после чего аппарат удаляется. Этот процесс очень деликатный и требует участия двух человек.
Сварка экструдером
Экструзионная сварка — это сварка с помощью небольшой машины, из которой под давлением выдавливается расплавленный полиэтилен. Сырье подается в экструдер в виде стержней или гранул. Экструзия используется для напорных труб с толщиной стенки более 6 мм, но безнапорные канализационные трубы с меньшей толщиной стенки также можно ремонтировать с помощью экструдеров. Стык нагревается горячим воздухом. Края рекомендуется скосить.
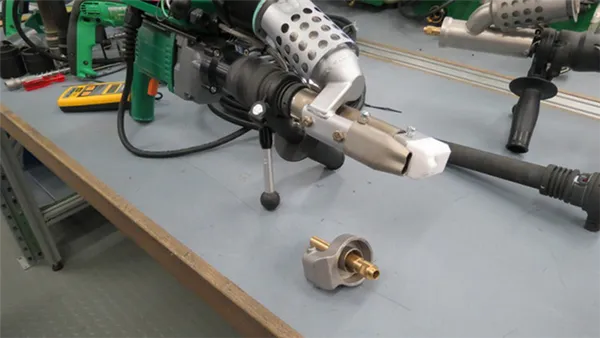
Качество соединения очень хорошее. Преимущество этого метода заключается в том, что сварка уже уложенной полиэтиленовой трубы может быть выполнена без необходимости демонтажа трубы.
Сварка электромуфтовая
Это самый надежный, удобный и гибкий способ подключения. Его также можно использовать в труднодоступных местах. К сожалению, он также является самым дорогим — сварочные компоненты недешевы, а сварочный аппарат стоит дорого. Термическая контактная сварка используется от малых до больших диаметров полиэтиленовых проводников.
Видео описание
Это видео иллюстрирует соединение полиэтиленовых труб пайкой:
Способ 3 – электромуфтовый вариант сварки
Этот метод отличается от пайки труб ПНД паяльником. В этом методе используются не простые фитинги, а электрические соединители. Метод специально разработан для соединения прямых участков системы полиэтиленовых труб.
Электрический соединитель — это специальный фитинг. В его конструкцию встроены нагревательные элементы. Производители также выпускают соединители в виде сухожилий и в других конструкциях, каждая из которых имеет катушки для сильного нагрева полиэтилена.
Побочное замечание! Пластик, из которого изготовлен крепеж, сильно нагревается и даже расширяется, соединяясь с полимером трубы. В результате получается монолитная структура.
Электрические соединители являются достаточно дорогими компонентами. Стоимость таких компонентов для трубопроводов может составлять 100000 рублей и более, если система имеет большой диаметр. Это утверждение относится к фитингам с размерами поперечного сечения более 600 мм. Однако сварка труб ПНД большого диаметра редко производится в частных владениях.

Важным преимуществом электрического соединения является отсутствие заусенцев, которые возникают при сварке другими методами. Поэтому пропускная способность ПНД не страдает.
Совет. Заусенцы — это расплавленный полиэтилен, который застывает и образует хомут после соединения двух частей трубопроводной системы. Внешне их легко удалить, но внутри трубопровода удалить их сложно или невозможно. Утечки могут привести к снижению пропускной способности коммуникаций.
Полиэтиленовые трубы соединяются сваркой и с помощью сварочного аппарата в следующем порядке:

- Подготавливается отрезок трубы нужной длины, который будет подсоединяться к коммуникации из полиэтилена.
- Свариваемые места на трубах и в электромуфте очищаются от мусора и грязи, а также зачищаются для удаления окислившегося слоя.
- На соединяемых трубах отмечают места, позволяющие контролировать глубину во время их вставки в электромуфту.
- Открытые концы трубопроводной системы закрываются заглушками, чтобы предотвратить ускоренное охлаждение места сварки.
- Детали соединяются в единый узел.
- Сварочный аппарат подсоединяется двумя проводами к электромуфте.
- Запускается процесс сварки путем нажатия специальной кнопки на оборудование.
- Выжидается время, пока не завершится сварка. Оно зависит от размеров соединяемых деталей.
Примечание. Большинство моделей выключаются автоматически по истечении указанного времени.
После завершения процесса сварки нагретый и расплавленный полиэтилен должен затвердевать не менее 1 часа. Только по истечении этого времени материал набирает прочность, и проводник можно использовать по назначению.
Видео описание
Особенности процесса сварки при соединении полиэтиленовых труб электросваркой объясняются в этом видео.

При сварке полиэтиленовых труб электромуфтовой или точечной сваркой важно, чтобы детали оставались неподвижными в течение определенного периода времени как во время процесса, так и после его завершения. Только при соблюдении этого условия будет получено высокопрочное соединение.
Примечание. Качество соединения определяется толщиной валика. Она должна составлять от 1/3 до 1/2 толщины стенки трубы. В то же время валик должен перекрывать разметку, ранее сделанную на поверхности трубы для проверки глубины вставки муфты или других компонентов. Кроме того, соединяемые трубы не должны быть перекошены. В этом случае перекос не должен превышать 10 % толщины стенок соединяемых элементов.
Условия работы влияют на метод сварки, используемый для соединения отдельных элементов систем полиэтиленовых труб. Выбор подходящего варианта осуществляется с учетом преимуществ и недостатков соответствующей процедуры. При этом учитываются и другие факторы, имеющие большое значение.
Например, сварка полиэтиленовых труб путем склеивания в месте, где требуется максимальная гибкость. Это позволяет избежать образования отдельных жестких участков. Этот метод также экономичен и наиболее прост в исполнении.
Электросварка — самый дорогой метод. Он подходит для труднодоступных мест, где пространство вокруг трубопровода очень ограничено. Еще одним преимуществом этого метода является его высокая обрабатываемость. Он обеспечивает требуемое качество соединения, которое никогда не нужно переделывать.

Совет. На многих полигонах ТБО соединения труб из ПЭНД выполняются методом раскалывания. Этот вариант соединения полиэтиленовых изделий используется, когда, например, создается временная система для полива определенных клумб. Этот метод также используется, когда необходимо быстро выполнить разовую работу.
Метод объединения розеток, при котором используются дополнительные простые розетки или другие компоненты для разветвления системы, подходит в тех случаях, когда отдельные элементы коммуникации должны быть соединены в труднодоступных местах. Метод соединения розеток не может быть использован в таких местах. Во многих случаях специальные устройства в этих местах вообще не подходят. Кроме того, почти всегда невозможно добиться осевого смещения свариваемых деталей в этих местах системы. Поэтому единственным вариантом является использование специального сварочного устройства.
Муфтовая сварка ПНД труб
Работа выполняется с помощью специального сварочного аппарата (паяльника), оснащенного рядом насадок определенного диаметра.
Для создания прочного соединения монтажники используют всевозможные фитинги:
- уголками;
- тройниками;
- муфтами.
Сварку изделий из ПНД с помощью сварочного оборудования легко выполнить самостоятельно.
При этом необходимо соблюдать определенные правила:
- специальными ножницами заготавливают заготовки определенного размера;
- очищают торцы соединяемых деталей;
- чтобы исключить попадание грязи, пробками закрывают трубы, которые, не будут свариваться в это время;
- проводят чистку нагреваемых деталей паяльника.
После проведения подготовительных работ сварка должна производиться в определенном порядке:
- Паяльник нагревают до нужной температуры. Индикатор покажет максимальный разогрев.
- В специальную гильзу вставляют заготовку.
- До упора с силой насаживается фитинг.
- Через пять секунд, разогретые заготовки снимаются. Т
- Трубы соединяют с фитингом, создавая плотное соприкосновение с образовавшимся гратом (кольцевой валик на концах нагретых деталей).
- Сваренные трубы должны полностью остыть. В этот момент они не должны испытывать внешних воздействий.
Процесс сварки доступен каждому. Однако есть некоторые детали, которые необходимо соблюдать. Однако есть некоторые особенности, которые необходимо соблюдать.
При раструбной сварке прикладываемое давление должно прекращаться в момент касания ограждения. Если это правило не соблюдается, прочность соединения будет очень низкой. Поскольку во время сварки довольно сложно определить глубину фитинга, ее следует измерить заранее и сделать легкую отметку на поверхности фитинга.
Электрическая муфтовая сварка

Этот вариант используется для выполнения высокопрочных соединений. Используется специальная электрическая розетка, которая оснащена (встроенными) нагревательными элементами. Для сварки используются фитинги, оснащенные нагревательными катушками. Монолитная структура может быть получена путем частичного сплавления.
Основным преимуществом электросварки является отсутствие образования заусенцев. Компоненты можно сваривать в самых труднодоступных местах без необходимости установки больших сварочных аппаратов.
Технологический процесс чашечной сварки
- Специальными ножницами нарезаются заготовки труб (выдерживается определенный размер).
- Электромуфту, а также поверхность заготовок, тщательно очищают. Удаляют жир, скопившуюся грязь, пыль.
- Чтобы контролировать нужную глубину вставки заготовки в муфту, необходимо нанести на нее яркую метку.
- Отверстия не свариваемых труб, закрываются заглушками. Это позволяет избежать охлаждения.
- С помощью кабелей, электромуфту подключают к сварочному аппарату.
- Для запуска сварочного процесса, необходимо нажать кнопку «Пуск». Аппарат выключается автоматически после окончания сварки.
- Чтобы сварное соединение можно было начать эксплуатировать, необходимо подождать один час, пока не произойдет окончательного затвердения деталей.
Для достижения высокого качества сварки компоненты должны находиться в состоянии покоя как во время сварки, так и во время последующей фазы охлаждения.
Показателем качества полученного сварного соединения является толщина рулона. Она должна составлять 1/3 от половины толщины трубы. Нить всегда должна перекрывать отметку, ранее сделанную на поверхности заготовки.
Допустимое смещение свариваемых деталей не должно превышать 10% от толщины стенки детали.
Какой способ выбрать
Каждая из вышеперечисленных возможностей имеет положительные и отрицательные стороны. Не каждый метод может быть использован для сварки напорных труб из ПЭНД при определенных условиях. Существует несколько важных факторов, которые влияют на производство сварных соединений для полиэтиленовых труб в зависимости от конкретных условий.
Например, чтобы получить гибкое соединение по всей длине трубы и избежать образования жестких участков, лучшим методом считается стыковая сварка. Другими преимуществами являются высокая эффективность, простота эксплуатации и обслуживания.
Для сварки в труднодоступных местах, где невозможно выполнить осевое смещение и сложно использовать другое оборудование, стыковая сварка является идеальным и единственно приемлемым вариантом.
При необходимости проведения работ в замкнутых пространствах и труднодоступных местах изделия из ПЭНД сваривают методом электросварки. Важным преимуществом этого процесса является его скорость. Это особенно важно, когда необходимо выполнить срочные работы.
Если для выполнения краткосрочной работы не требуется сварка, если достаточно выполнить одноразовое соединение, можно использовать временное, специальное разъемное соединение.







