Вам также могут понадобиться тройниковые соединения для придания изгибов. Тепловое расширение трубы обеспечивает герметичность раструбных соединений.
Неразъёмные соединения — сварка ПНД труб
Для труб ПНД большого диаметра неразъемное соединение является единственным подходящим вариантом. Оно обеспечивает высокую степень герметичности, которая достигается даже при высоких температурах.
Полиэтилен хорошо подходит для сварки, поскольку он сохраняет вязкую консистенцию в широком диапазоне температур и характеризуется низкой вязкостью расплава.
Независимо от метода, используемого для создания неразъемного соединения, к нему предъявляются следующие требования:
- угол смещения двух соединяемых труб не должен превышать 10% относительно толщины их стенок;
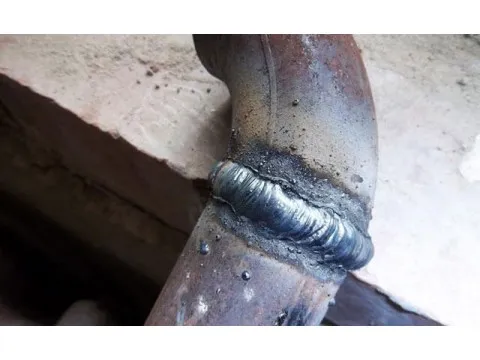
- шов состыковки должен располагаться выше внешнего уровня поверхности соединяемых отрезков;
- валики швов должны быть выполнены безупречно качественно, а их высота может варьироваться в диапазоне 2,5-5 мм (определяется толщиной стенок).
Существует три вида сварки, которые наиболее востребованы — стыковая, раструбная и электросварка. Рассмотрим подробнее каждый из этих процессов.
Сваривание труб встык
Стыковая сварка — самый популярный вариант неразъемного соединения труб ПНД. Этот метод предполагает соединение концов двух секций одинакового диаметра. Толщина стенок соединяемых элементов также должна быть одинаковой.
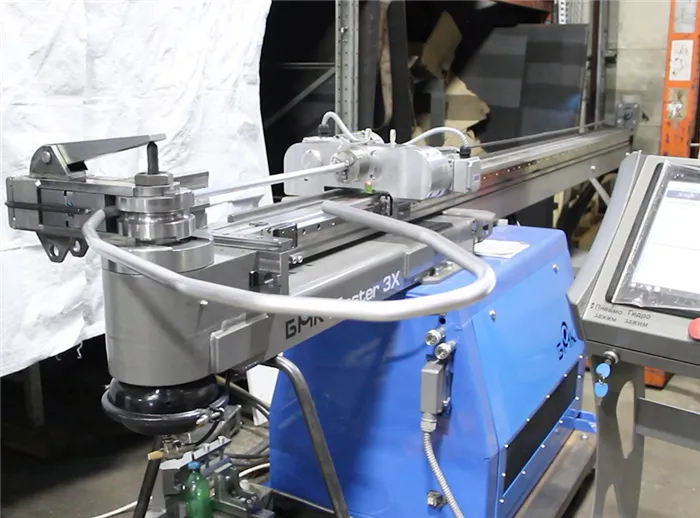
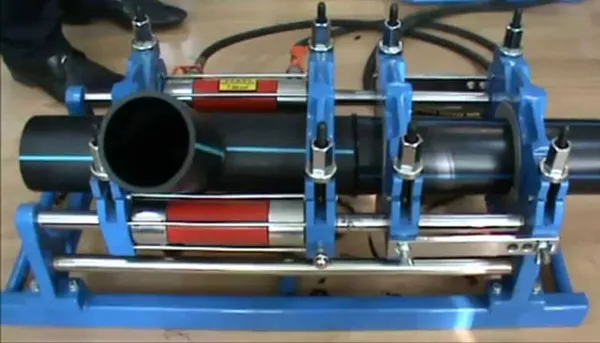
Соединение напорных труб осуществляется в промышленных условиях с помощью специального электрогидравлического и механического оборудования, так как требует высокой степени точности и аккуратности.
Ручная сварка допускается только для безнапорных труб.
Элементы дуговой сварки:
- метод применяют на трубах со стенками толщиной более 4,5-5 мм и диаметром от 50 мм;
- сварочные работы проводят на ровных и устойчивых поверхностях;
- если работы проводятся на улице, необходимо закрывать концы труб заглушками, чтобы исключить сквозняки в магистралях, ветер ухудшает температурные параметры и мешает качеству работы;
- соединяемые отрезки должны быть чистые внутри и снаружи — любой мусор и даже пыль не позволят провести качественное соединение, не менее чистыми должны быть и зажимы сварочного агрегата;
- чтобы отрегулировать температуру, рекомендуется выполнить 1-2 шва — на пробу, это поможет понять принципы и особенности процесса, если нет навыков сваривания трубопроводов встык;
- перед шлифовкой торцующие диски нужно тщательно протереть, а после шлифовки проверить соответствие размерности труб;
- оптимальный диапазон температур окружающей среды для сварки встык — от -15 до +45 °С.
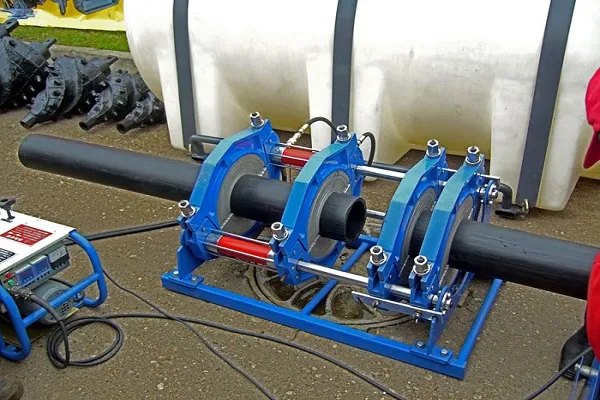
Процесс промышленной сварки:
- Прежде чем начать работы, свариваемые участки обрезают перпендикулярно поверхности, на которой они лежат. Торцы качественно зачищают, обезжириваются, торцуются.
- Трубы закрепляют в аппарате для сварки и тщательно центруют, проверяют — нет ли на них деформаций и повреждений.
- Торцы трубопрокатных материалов нагревают аппаратом, чтобы размягчить материал.
- Расплавленные концы совмещают и прижимают под высоким давлением. Длится процесс, пока не остынет полиэтилен.
- Когда стык охладится, станок убирают.
Что нужно для сварки?
Сварка — это высокотехничный процесс, требующий специализированного оборудования, как основного, так и вспомогательного.
При выборе сварочных инструментов и оборудования необходимо учитывать процесс сварки и параметры труб ПНД.
Инструменты и оборудование
При обработке ПНД все нагревательные элементы оборудования должны обладать антипригарными свойствами. Тогда их не нужно будет очищать после сварочных работ. Все оборудование обычно оснащено индикаторами контроля и терморегуляторами.
Основное сварочное оборудование:
- ручная сварка для раструбного метода;
- станок для соединения встык;
- монтажные детали;
- нагревательные элементы;
- струбцина — подставка, используемая для фиксации во время их обработки или плотного прижатия друг к другу.
Почти все аппараты для сварки полиэтилена легки и просты в обращении, а их нагревательные элементы можно легко заменить.
Используемое сварочное оборудование:
- Механические;
- Автоматические;
- Гидравлические.
Нагревательные элементы представляют собой круглые пластины, покрытые слоем ПТФЭ, с подсвечиваемым индикатором температуры и питания, а также предохранительным устройством. Температура регулируется с помощью специальной поворотной ручки.
Аппараты используются для сварки деталей диаметром более 400 мм:
- стыкового соединения;
- раструбного соединения;
- электромуфтового соединения.
Особенно ценными являются универсальные гидравлические инструменты. С их помощью можно производить широкий спектр сварных швов в кратчайшие сроки, поскольку оборудование обладает всеми функциями, необходимыми в работе
Дополнительные инструменты для гидравлических машин:
- позиционеры;
- элементы для устранения оксидного налёта;
- оснастка для удаления фасок;
- пилки — разделять магистрали;
- выравнивающее устройство;
- перегибы для ПНД.
При выполнении сварных швов любым из вышеперечисленных способов необходимо использовать полный набор инструментов. Если пренебречь тем или иным оборудованием, соединение может получиться некачественным или даже бракованным.
Фитинги для соединения
Сварные фитинги используются для соединения труб, в том числе труб разного диаметра, а также для создания ответвлений и поворотов. Фитинги также могут использоваться для соединения труб из разных материалов.

Трубы ПНД
ПНД — трубы из полиэтилена, изготовленные под низким давлением (менее 2 МПа). Готовый материал имеет низкую плотность и, следовательно, небольшой вес, что облегчает монтаж и соединение.
- Эластичность. Они способны вытягиваться, исключая разрывы при деформациях, которые могут появляться при высоких температурах или при механическом воздействии — к примеру, при давлении, возникающем при образовании ледяных пробок.
- Гибкость. ПНД трубы можно без проблем сгибать, что крайне важно при создании магистралей сложных конфигураций.
- Надёжность. ПНД отличается прочностью и инертностью в отношении агрессивных сред, включая масляные. Не ржавеют. Хорошо поглощают гидроудары.
Разновидности соединений труб из полиэтилена (ПЭ)
Различные типы соединений полиэтиленовых труб делятся на разъемные и неразъемные.
Метод разъемного соединения позволяет разобрать собранную конструкцию после использования. Поэтому он является наилучшим выбором, когда нет необходимости использовать его в течение длительного периода времени. Такое соединение труб осуществляется с помощью стальных фланцев.
Неразъемное соединение более устойчиво и чаще используется на практике. Оно производится путем сварки или пайки полиэтиленовых труб, которые, в свою очередь, могут быть либо раструбами, либо муфтами. Оба метода эффективны и надежны и позволяют получить прочные, монолитные соединения.
Стыковая сварка полиэтиленовых труб
Сварка ПЭ труб встык требует специального сварочного оборудования. Этот метод соединения подходит только для сварки труб ПНД. Его универсальность заключается в том, что конструкция остается гибкой на всем протяжении. Этот метод можно использовать как при минеральной, так и при открытой прокладке труб.

Процедура сварки труб ПНД показана ниже:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо собственно процесса сварки, важно обратить особое внимание на подготовительные работы, упомянутые в начале. Перед сваркой труб ПНД их необходимо тщательно выполнить, так как от них во многом зависит надежность и прочность выполняемого соединения.
Предпосылкой высокой производительности дуговой сварки является то, что она должна выполняться одним швом. Только так можно добиться максимальной прочности сварного соединения, иначе оно может оказаться недостаточным
Муфтовая сварка ПНД труб
Совет: Используйте наши онлайн-калькуляторы проектирования для быстрого и точного расчета строительных материалов или конструкций.
Процесс раструбной сварки полиэтиленовых труб осуществляется с помощью специального устройства — паяльника — и ряда специальных насадок соответствующего диаметра. В процессе сварки используются фитинги: муфты, отрезки или колена. Концы соединяемых деталей привариваются к фитингам, которые служат соединительными элементами.
Паяльник для труб ПНД имеет нагреваемые металлические части, через прямой контакт которых нагреваются свариваемые изделия. Это оправка, которая нагревает внутреннюю поверхность фитинга, и раструб, в который вставляется труба для нагрева. Оправка и муфта скручиваются вместе и вставляются в отверстие наполнителя для полиэтиленовых труб.

Если у вас есть необходимый сварочный аппарат, вы также можете сварить трубы ПНД своими руками. Работа не очень сложная и под силу любому мастеру.
Перед тем как сварить трубы ПНД своими руками, необходимо сначала провести некоторые подготовительные работы:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Затем можно приступать непосредственно к процессу сварки, который также состоит из нескольких последовательных этапов.
- Нагревание насадочных деталей паяльника до необходимой температуры. Когда разогрев достигает требуемых значений, индикатор на корпусе устройства подаёт специальный сигнал.
- ПНД труба до упора вставляется в гильзу, а фитинг также до упора насаживается на дорн. Для выполнения данного действия может потребоваться некоторое усилие.
- По мере вставки трубы и насаживания на неё фитинга излишки расплавленного материала выдавливаются наружу с поверхности изделия. В результате в области сварной кромки формируется своеобразный кольцевой валик, называемый гратом.
- Соединяемые детали снимаются с насадки, после чего труба вставляется в фитинг так, чтобы она плотно соприкасалась с кольцевым валиком. Читайте также: «Какие бывают фитинги для ПНД труб, какие лучше использовать для соединения труб».
- Дожидаются остывания сваренных труб, не подвергая их никаким внешним воздействиям.

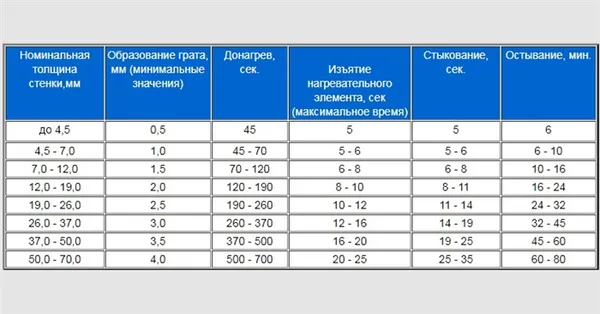
После выполнения всех этих процедур процесс сварки полиэтиленовых труб своими руками можно считать завершенным. Как видите, он не очень сложный, но, кроме того, нужно учитывать некоторые нюансы, которые необходимо учитывать при выполнении сварки. Во-первых, существуют специальные таблицы, по которым рассчитывается продолжительность процесса сварки для труб разного диаметра.
Что такое полипропилен
Полипропилен (ПП, PP) — это пластик, получаемый путем полимеризации пропилена с помощью катализаторов. Материал предназначен для горячего и холодного водоснабжения. Он выдерживает температуру до 100 °C и поэтому часто используется в системах отопления. Он легко соединяется сваркой с помощью различных соединителей, причем меньший диаметр вставляется в больший. Для соединения используются паяльники с насадками и раструбные сварочные аппараты. Учителя называют его «утюгом», потому что нагревательный элемент действительно напоминает подошву бытового прибора. Полимер нагревается до 260 °C⁰C, становится очень пластичным и легко приваривается к подходящей детали. Пока материал еще не полностью затвердел, угол наклона деталей можно регулировать для более точной подгонки в полевых условиях.
Для соединения различных конструкций из ПНД и ПП монтажники используют резьбовой фитинг. Для этого необходимо приварить резьбовое гнездо с обоих концов, а затем скрутить соединение. Существуют также фланцевые соединения, в которых используется аналогичная техника. Это требует больше затрат и времени, но облегчает демонтаж трубы в случае ремонта. Сварное соединение в 10 раз дешевле резьбового, поэтому некоторые люди интересуются, можно ли обойтись без сварки полипропиленовых труб на поворотах и прямых стыках.

Сложности при пайке двух материалов
Отвечая на вопрос, можно ли сваривать трубы из ПНД и полипропилена, важно учитывать сложности, возникающие из-за разных физических свойств материалов. Полипропилен прочнее, может выдерживать высокие температуры, но становится хрупким при охлаждении. Полиэтилен, напротив, не предназначен для транспортировки горячей воды, но может выдерживать отрицательные температуры д о-50 °C⁰С и остается гибким и эластичным.
Основной проблемой при сварке ПЭНД и полиэтилена обычным трубным паяльником являются трещины и структурная деформация. В результате получается негерметичный и неровный шов. Поврежденный участок необходимо отрезать и повторить процесс заново. Несмотря на сходство молекулярной решетки, эти материалы плохо свариваются между собой. Даже если снаружи соединение выглядит прочным, части легко разъединяются, когда вы отрезаете черную трубу от серого полипропилена и пытаетесь их разъединить.
Можно ли сваривать ПНД трубу и полипропиленовый фитинг
О пайке не может быть и речи, поскольку малая площадь контакта не позволяет прочно соединить два материала на молекулярном уровне. Полипропилен отслаивается сразу после полимеризации, если приложить лишь небольшую нагрузку.
При использовании метода соединения ПП теоретически непросто спаять ПЭНД и ПП с помощью паяльника, но это возможно при соблюдении определенных условий. Полиэтилен низкого давления плавится при температуре 140⁰C. Полипропилен начинает плавиться при 180 ⁰C, но лучше нагреть паяльник до 250 ⁰C, чтобы материал стал достаточно пластичным.
Процедура выполняется в следующем порядке:
- Выбирается полипропиленовая муфта с внутренним диаметром, соответствующим наружному ПНД трубы.
- Торец и 20 мм от края ПНД трубы зачищаются ножом или наждачной бумагой.
- Первой на паяльник надевается муфта, поскольку ей требуется больше времени для нагрева.
- Спустя 5 секунд надевается труба ПНД.
- Еще через 4 секунды, стороны снимаются с насадки и соединяются между собой.
- Важно следить за осевой ровностью деталей, избегая преломления линии.
Подержите соединенные детали в руке до 30 секунд, чтобы пластик затвердел. Не стоит сразу проверять прочность, закручивая вокруг патрубка или пытаясь дотянуться до трубы, иначе соединение может сломаться. Когда конструкция полностью остынет, ее аккуратно укладывают и при необходимости закрепляют на поверхности. Затем можно заливать воду и проверять ее на герметичность.

Инструменты и материалы
Пластиковые трубы нельзя соединять обычным электрическим паяльником. Для этого обычно используется сварочный аппарат, или «утюг», как его неофициально называют. Аппарат устанавливается с помощью специальной напольной платформы. Нагревательный элемент направляется на пластиковую трубу, а в зависимости от диаметра трубы подбирается соответствующая насадка для сварки плавлением.
Для сварки плавлением с муфелем обязательно использование дополнительных аксессуаров: коллекторов, блоков, отводов и других элементов.
Для резки труб необходимы специальные ножницы для обеспечения разделки кромок, в некоторых случаях их можно заменить другими инструментами. Кроме того, необходимы перчатки для защиты рук, фломастеры для нанесения разметки и измерительные инструменты.
Для пайки припоем используются другие принадлежности, которые также важны. Они необходимы для выравнивания и измерения, а также для подготовки деталей к соединению.
Пайка ПНД труб
Трубы ПНД (полиэтилен низкого давления) широко используются в промышленности и строительстве, так как они устойчивы к коррозии и обеспечивают прочное соединение. Трубы ПНД легко укладывать, они гибкие и эластичные, поэтому их используют для строительства газо- и водопроводов, гидроизоляции в теплосетях и орошения сельскохозяйственных культур.
Как выбрать способ спайки ПНД труб?
Трубы ПНД свариваются методом сварки отверстий, раструбной сварки или электросварки. Каждый из этих процессов имеет свои особенности.
Стыковая сварка
Для сварки встык необходимо приобрести специальный сварочный аппарат для ПНД. При покупке аппарата учитывается диаметр трубы, мощность аппарата, количество функций для оператора и наличие сертификатов качества.
Сварка встык включает в себя несколько этапов:
- В центратор устанавливаются и фиксируются участки труб.
- Торцы деталей очищаются и обезжириваются.
- Для обработки поверхностей используется торцеватель.
- Торцы труб разогреваются за счет сварочного аппарата (важно наличие антипригарного слоя).
- Заголовки прижимаются до полного затвердевания.
- Проверяется качество сварочной конструкции, осуществляется оценка внешнего вида торцов.
Цены на сварочные аппараты для бассейнов высоки, поэтому их обычно приобретают крупные компании.
Следует отметить, что большое внимание необходимо уделить подготовительным работам, так как от этого зависит качество получаемого шва. Сварка резанием считается гибкой, так как позволяет создавать гибкие конструкции. Этот метод используется для траншей и для труб с открытой укладкой.
Муфтовая сварка
Муфтовая сварка предназначена для труб малого диаметра и выполняется с помощью специального паяльника и насадок. Фитинги привариваются к соединительным деталям. Этот процесс сварки прост и может быть легко выполнен любым человеком.
Подготовка к сварке включает в себя:
- Покупку необходимых фитингов и труб.
- Очистку торцов.
- Очищение и обезжиривание нагревательных элементов.
Процедура сварки фитингов состоит из следующих этапов:
- Фиксации трубы и муфты до упора в нагревательных чашках.
- Соединения фитинга и трубы, выдавливания излишнего полиэтилена за пределы стыка.
- Фиксации деталей.
- Проверки, насколько качественное получилось соединение.
Важно знать, что для правильного выполнения сварки время сварки рассчитывается по специальным таблицам.
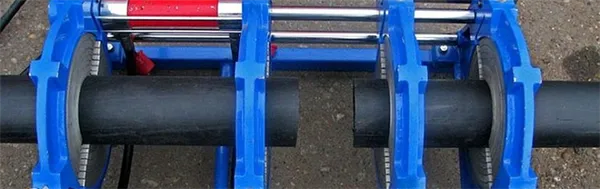
Электромуфтовая сварка
Важно знать, что процесс сварки основывается на следующих правилах. Этот процесс сварки требует электросварных соединений и часто выполняется в ограниченном пространстве и на сложных объектах. Часто электросварка выполняется с помощью фитингов для сварки ПНД, оснащенных нагревательной спиралью.
Процесс этой сварки:
- Трубы разрезаются с помощью специальных инструментов.
- Проводится очистка изделий, которые необходимы для сварки, и электромуфты.
- Устанавливаются метки на трубной продукции.
- Участки труб, которые не свариваются, заглушаются.
- Электромуфта присоединяется к сварочному аппарату за счет проводов.
- Процесс сварки запускается специальной кнопкой.
- Аппарат выключается автоматически.
Через один час полученное соединение затвердевает и готово к использованию.
Основным требованием для качественного сварного шва является то, чтобы детали оставались неподвижными. Проблемы с качеством возникают редко, только при использовании некачественного муфеля.
Как выбрать способ пайки?
Если необходимо создать гибкие шланги, следует использовать муфтовую сварку. Другими преимуществами этого процесса являются его простота и экономичность.
Процесс раструбной сварки подходит для труднодоступных участков, поскольку осевые перемещения труб несколько затруднены и раструбная сварка невозможна.
Если обрабатываемый участок не только труднодоступен, но и сильно стеснен, используется электромуфтовая сварка.
Каждый из представленных способов сварки имеет свои особенности, поэтому в каждом отдельном случае необходимо учитывать множество нюансов.
Мы свяжемся с вами в ближайшее время и ответим на все интересующие вас вопросы.