Не все модели поставляются с подставкой. Поместите паяльник на ровную поверхность в легкодоступном месте, чтобы его нельзя было опрокинуть по неосторожности. Разместите рядом компоненты нужного диаметра. Некоторые типы паяльников позволяют одновременно использовать сменные разъемы разного диаметра.
Технология сварки полипропиленовых труб своими руками: обзор способов и нюансов
Нужно отремонтировать или заменить пластиковые трубы? Согласитесь, неплохо сэкономить на услугах мастера, установив новую трубу самостоятельно. Но вы не знаете, как соединить отдельные элементы системы и что для этого нужно.
В этой статье мы подробно описываем технику сварки полипропиленовых труб — любой неопытный сантехник сможет соединить их своими руками. Мы расскажем, на что обратить внимание при использовании паяльника для соединения пластиковых элементов. Мы также расскажем вам, есть ли другие методы, которые можно использовать.
В помощь начинающему мастеру мы собрали подробные видеоролики, в которых шаг за шагом показан процесс пайки полипропилена, а также фотоизображения.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых преимуществ полипропиленовых труб является простота их монтажа.
Элементы можно монтировать практически в любом месте: открыто на стенах или скрыто под полом.
Если полипропиленовые водопроводные трубы правильно сварены, собранная система будет работать десятилетиями без ремонта.
Полимерные трубы выпускаются диаметром от 20 до 110 мм. Наиболее распространенные размеры для бытовых целей — 20/25/32/40 мм. Номинальное давление материала определяет область применения.
Оно обозначается буквами «PN» на маркировке:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
На рынке также представлены изделия из полимеров, которые дополнительно армированы.
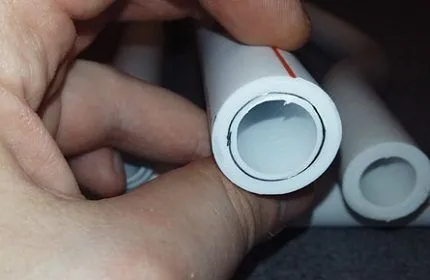
Армированные изделия используются для больших сечений, где необходимо уменьшить линейное расширение из-за изменения температуры.
Основной особенностью пластиковых труб является то, что их невозможно согнуть.
Поэтому любые изменения в ходе проложенной трубы осуществляются только прямыми участками, соединенными вспомогательными фитингами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть снабжены наплавленной металлической резьбой, что позволяет соединять пластиковые трубы с металлическими элементами.

Чтобы швы были максимально прочными и герметичными, важно, чтобы диаметры соединяемых элементов были абсолютно одинаковыми.
При выборе дополнительных элементов необходимо учитывать два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении пластиковых труб используется один из двух методов, в зависимости от условий монтажа:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен тем, что не требует специального оборудования. Всю работу можно выполнить с помощью простого инструмента — обжимного.
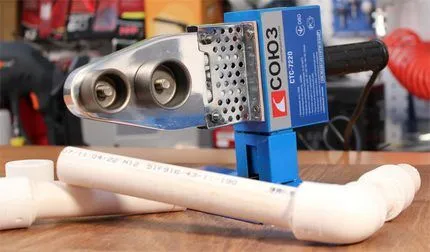
Сварка полипропиленовых труб на строительной площадке осуществляется с помощью сварочного аппарата, конфигурация которого напоминает железную трубу
Сварочный аппарат для полипропиленовых труб оснащен соплами для плавления внешней стороны трубы и шпинделями для плавления внутренней стороны.
Нагревательный элемент плавильной машины достигает заданной оператором температуры и передает ее на сопло и шпиндель. Они расплавляют оседлавшие полимерные детали в вязкотекучем состоянии.
В процессе нагрева важно, чтобы время нагрева, которое зависит от толщины стенки полипропиленовой трубы, находилось в заданных пределах. При перегреве существует риск деформации соединенных частей, а при недогреве — недостаточно плотного соединения.
Полипропиленовые трубы с толщиной стенки более 4 мм и диаметром более 50 мм соединяются сваркой:
Полипропиленовые трубы диаметром более 50 мм соединяются методом сварки. Сварка осуществляется с помощью дискообразного нагревательного элемента.
Дискообразный нагревательный элемент адаптирован к диаметру соединяемой трубы.
Перед нагревом соединяемые части трубы обрабатываются таким образом, чтобы их поверхность была идеально перпендикулярна оси трубы.
После нагрева части трубы соединяются быстро, пока нагретая смола не начала затвердевать. Важно действовать аккуратно и держать трубы на одной линии.
Особенности
При сварке пластиковых труб концы свариваемых секций нагреваются до определенной температуры. Для этого используют специальное нагревательное устройство и соединяют одну секцию с другой на определенную глубину.
Помимо этого, пластиковые трубы имеют определенные преимущества:
- долгий срок службы;
- небольшую массу;
- монтажные работы проводятся легко;
- невысокую цену;
- не поддаются коррозии.
Аппараты для сварки пластиковых труб также дешевле, чем аппараты для сварки металла. Кроме того, этот процесс может выполнить даже неопытный человек при условии присутствия помощника.
Детали конструкции помещаются в специально изготовленные вкладыши. Их ненадолго нагревают до необходимой температуры, затем детали извлекают из вкладышей и очень быстро соединяют, плотно прижимая друг к другу. Края конструкции свариваются вместе, образуя единое целое.
Сварка пластиковых труб имеет свои недостатки. Самым большим недостатком является возможность образования нахлестов внутри трубы. Они возникают при слишком высокой температуре, что неизбежно во время сварки, поэтому нужно быть очень осторожным во время всех операций.
Слишком низкая температура также не подходит — в этом случае детали просто невозможно полностью соединить. Получается, что найти оптимальную температуру для сварки очень сложно.
Инструменты
Для выполнения сварочных работ необходимы различные инструменты.
- Оборудование для сварки. Это может быть специальный утюг, сварочный аппарат для пластиковых труб или обычный паяльник. Провести этот процесс можно даже горелкой или специальным пистолетом.
- Насадки для паяльника. Самые популярные из них – это модели с размером 20 мм.
- Специальные ножницы аккумуляторного типа, которые имеют электрический привод. Такой инструмент имеет довольно высокую скорость обрезки. С его помощью на обрезку трубы тратится буквально несколько секунд. Если объем работы небольшой, то можно использовать обычную пилу или нож. Также профессионалы используют специальные ножницы.
- Швейер – это инструмент для зачистки контура. Он понадобится, если изделие покрыто слоем алюминия.
- Фаскосниматель. Используется при плохом качестве контура. Он применяется для того, чтобы пластик не задирался. Однако если были применены специальные ножницы, то он не понадобится, так как с их помощью все выполняется довольно аккуратно.
- Холодная сварка понадобится в тех случаях, если где-то произойдет утечка, и необходимо быстро подварить на месте.
- Фитинги или муфты. Выбирают их в зависимости от того, какое применяется соединение.
- Рулетка с карандашом или маркером. Требуются для отметки мест отрезов и соединений.
Все инструменты можно приобрести в специализированных магазинах. Однако при выборе сварочного инструмента следует учитывать его высокую цену. Если он будет использоваться только один раз, лучше взять его в аренду.
Как паять?
Чтобы правильно сварить пластиковые трубы своими руками, нужна инструкция. Прежде всего, необходимо определить, где будет проложена труба. Желательно составить план, чтобы свариваемые стыки не находились в труднодоступных местах. Самый простой способ — установить всю конструкцию прямо на столе, чтобы затем закрепить ее в уже отведенном месте.
После этого нужно подготовить сварочный аппарат. Он должен быть установлен на специальное основание, называемое струбциной. Затем необходимо убедиться в том, что контактные поверхности не загрязнены. Если грязь все же есть, необходимо протереть ее тряпкой, смоченной в техническом спирте.
Установите температурный датчик на 260 °C. Затем подключите сварочный аппарат к электросети и нажмите кнопку питания. После этого аппарат будет нагреваться в течение 15-20 минут. Если вы используете аппарат впервые, необходимо подождать еще 5 минут. Отрежьте трубу в отмеченном месте специальными ножницами. Затем подбирается фитинг нужного диаметра. Конец пластиковой трубы и фитинг вставляются в сварочную насадку одновременно — они должны находиться в одной плоскости.
Температура повышается в соответствии с диаметром трубы и поддерживается столько, сколько необходимо. Как только элементы нагреются, их снимают со сварочного аппарата и сразу же подключают. Затем их выдерживают в неподвижном состоянии в течение рекомендованного периода времени. По истечении одного часа трубу можно использовать по назначению.
После завершения сварочных работ необходимо проверить сборку на проницаемость. Это делается путем продувки или пропускания через него воды. Если сварной шов водонепроницаем, то он может выдержать высокое давление.
Сварка полипропиленовых труб не рекомендуется при низких температурах.
При температуре ниже нуля пластик становится очень хрупким, и сварной шов становится негерметичным, что может привести к утечке и прорыву трубы. Чтобы предотвратить это, поместите портативный обогреватель или тепловую пушку в палатке в зоне сварки.
Сварка пластиковых труб большого диаметра. Для сварки труб диаметром более 63 мм следует использовать сварку «край в край». В этом случае сварка производится путем расплавления концов трубы и соединения их вместе с большим усилием. Необходимо следить за тем, чтобы все концы деталей были идеально прямыми. Это гарантирует, что соединение будет максимально прочным и сможет выдержать высокое давление.
Соединение с помощью раструба или соединителя. Пластиковые трубы диаметром до 40 см свариваются с помощью специального ручного инструмента. Он состоит из центрирующего устройства и насадок для фиксации отрезков. Конец отрезанного куска трубы удаляется либо напильником, либо наждачной бумагой. Сварочный аппарат разогревается, в него помещаются все куски будущей трубы и затем свариваются. Все должно пройти быстро, если материал имеет необходимую температуру.
Также обратите внимание, что при раструбной сварке внутренний диаметр ненагретой части должен быть меньше внешнего диаметра трубы. После сварки дайте некоторое время остыть и не двигайте и не вращайте детали, чтобы избежать деформации.
Сварка армированных труб. Армированные трубы используются для систем отопления. Перед началом работы необходимо соскоблить слой алюминия прихваточным пистолетом. Это необходимо для того, чтобы алюминиевый лист не сломался во время работы и не протекал при контакте с водой.
Необходимые оборудование и инструменты
Для сварки пластиковых труб подходит сверхмощный паяльник со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую паяльником, с отверстиями для установки нагревательных насадок.
Сварочный аппарат для сварки пластиковых труб должен иметь регулятор температуры и световой индикатор нагрева. Помимо оборудования для сварочного аппарата, необходимы инструменты для резки швов и удаления слоя алюминиевой фольги. Пластиковые пружины можно резать любым подходящим способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Читайте также. Что такое борьба с термитами?
Для удаления порезов и снятия покрытия используются мелкие напильники или наждачная бумага. Имейте наготове линейку, угольник, маркер или чертилку, чтобы вырезать элементы трубы перед сваркой.
Инструкция: как сварить пластиковые трубы
Сварке пластиковых труб необходимо учиться на практике. Секции труб и компоненты системы всегда следует покупать с запасом. Для приобретения навыков работы с системой пластиковые элементы разрезаются на небольшие отрезки. Технологический процесс состоит из нескольких этапов, каждый из которых рассматривается отдельно.
Подготовка труб под сварку
Пластик разрезается в соответствии с принципиальной схемой. Края делаются квадратными. Сначала производится разметка, а затем края разрезаются на ламинате. Затем делается окончательный надрез острым жестом. Элементы раскладываются на чистой ровной поверхности в последовательности, удобной для сварки. Необходимые соединительные элементы — фитинги, уголки, точки, коннекторы — размещаются рядом друг с другом.
Каждый соединитель перед сваркой очищается и обезжиривается, чтобы не оставалось заусенцев. Ламинированные трубы из листового металла необходимо сгибать — металлический слой полностью срезается на стыке.
Настройка сварочного аппарата
Паяльник оснащен насадками необходимого диаметра. Прочно установите сварочный аппарат на ровной поверхности, чтобы он не шатался. Установите регулятор нагрева в нужное положение. При сварке пластиковых труб паяльник нагревается до температуры от +255 °C до 280 °C независимо от толщины труб. Изменяется только время нагрева фитингов при пайке и время выдержки соединения перед затвердеванием.

Нагрев деталей
Во время сварки одновременно нагреваются оба компонента: внешние фитинги трубы (установленные на нагревательном элементе) и внутренние фитинги (установленные на нагревательном элементе). Фитинги прижимаются к упору — железной подложке — с умеренным усилием. Время нагрева измеряется с момента контакта, интервал зависит от диаметра отрезка трубы:
| Диаметр отрезка трубы, мм | Время нагрева, сек. | Конечная глубина, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Читайте также: Сварка алюминия электросваркой
Как сварить алюминий? Как сварить алюминий паяльным аппаратом? Данные, приведенные в таблицах для сварки пропиленом, являются приблизительными значениями. Время нагрева и ожидания должно быть определено экспериментально перед сборкой труб. Пластик не следует нагревать на всю глубину стенки во избежание внутреннего перегрева. Тестовые образцы следует делать достаточно маленькими, чтобы была видна внутренняя поверхность раструба.
Соединение деталей
При нагревании в соплах полимерная труба и фитинг должны соединяться быстро и с усилием, избегая деформации. Это делается одним движением, без вращения. Куски труб под сварку диаметром более 50 мм (для канализационных систем), соединяемые с помощью центрифуги, не получают качественных швов вручную. Куски удерживаются руками до затвердевания пластика. Затем отформованный узел оставляют до полного остывания на 3-10 минут, в зависимости от толщины кусков.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы следует приобретать с запасом, чтобы потренироваться перед сваркой труб. Полипропилен разных производителей отличается по химическому составу и нагревается при разных температурах. Важно контролировать время выдержки в паяльнике. Пластик следует нагревать не полностью, а только до 1/3 его толщины. Трубопровод не должен иметь внутренних наростов.
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Читайте также: Как и чем паять дюралюминий в домашних условиях.
Как сварить пропилен в домашних условиях Как сварить пропилен в домашних условиях? Инструмент можно взять в аренду, освоить его несложно. Важно соблюдать схему сварки. Заранее убедитесь в правильности температуры нагрева и времени выдержки. Плохой шов отсекается, и соединение сваривается заново. Если вы будете придерживаться техники, труба прослужит долго.
Технология сварки враструб – пошаговая инструкция
При муфтовой сварке труба и фитинг соединяются путем вдавливания деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается самой простой, существует также раструбная сварка, но используемая там техника может усложнить работу, особенно в домашних условиях. Поэтому ниже мы шаг за шагом описываем процесс сварки полипропиленовых труб.
Резка труб
Материал разрезается с помощью инструмента, предназначенного для этой цели. Если такого инструмента нет, разрез можно выполнить ножовкой или другим доступным инструментом, при этом важно не нарушить геометрию и сохранить плоскость реза прямой. Последнее выполняется с помощью инструмента для снятия фаски, который также используется для снятия торца, где армирующий слой находится ближе всего к внутреннему диаметру. В противном случае этот элемент может образовать неплотные стыковые зазоры и стать причиной утечки.

Полипропиленовая труба нарезается по размеру специальным ножом с храповым механизмом.
Подготовка труб и фитингов
Перед сваркой труб их внешняя сторона обезжиривается спиртом, а внутренняя — фитингами. Для армированных изделий используется специальный инструмент для удаления армирующего слоя, например, лезвие бритвы.
Обратите внимание, что некоторые производители рекомендуют использовать бритвенное лезвие даже для стандартных фитингов, так как в срезе может не оказаться материала.

Скребок для удаления верхнего алюминиевого армирующего слоя.
Подготовка сварочного аппарата
Хотя большинство устройств имеют собственные опорные элементы, устройство должно быть прочно зажато в тисках или закреплено на столе. Устройство очень легкое, и если его не закрепить, оно может легко упасть и разбиться или стать причиной пожара.
Присоедините муфту и шпиндель к стационарному сварочному аппарату.

Установите тумблер на нужное значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или более высокая температура. Эти значения берутся из спецификации материала, а мы выбираем оптимальную температуру, исходя из инструкции к паяльнику.
Установка деталей на прогрев
При сварке полипропиленовых труб, как только аппарат достигнет рабочей температуры (загорится зеленый индикатор или раздастся звуковой сигнал), можно начинать укладывать свариваемые куски на трубосварочный аппарат.

Медленно вставляйте отрезанный кусок в паз, пока он не достигнет прорези, образующей бусину — излишки материала, которые скатываются во время вставки. Очень важно убедиться, что бусина имеет правильную форму и не имеет трещин и других дефектов. Если фитинг вставляется без видимого усилия или не имеет зерна, его можно считать бракованным и подлежащим замене. То же самое относится и к фитингу, который также должен быть вставлен в шпиндель с видимым усилием до упора.
Ошибки при сварке
При сварке пластиковых труб своими руками можно допустить множество ошибок, особенно новичкам. Мы отобрали самые распространенные из них, чтобы вы понимали, как правильно сваривать фитинги и на что обращать внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные выше проблемы довольно распространены, и большинство из них вызваны простой небрежностью сварщика. Приведенные выше инструкции по сварке полипропиленовых труб, попытка сварить стандартные стыки и работа с полипропиленовыми трубами в труднодоступных местах помогут избежать проблем.
Как снизить вероятность брака?
Рекомендуется следовать правилам, чтобы избежать грубых ошибок:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
Детали удерживаются на месте, когда сварной шов затвердевает. При затвердевании шва не должно быть скручивания, изгиба или других деформаций, когда шов зафиксирован. Не исправляйте это повторным нагревом зоны сварки. Несовершенное соединение необходимо разрезать, отшлифовать, а затем сварить. Сварка полипропиленовых труб считается технически сложным процессом, поскольку трудно контролировать качество швов. Стыки должны быть примерно одинаковыми на разных участках трубы.
Многие мастера пытаются согнуть трубу на месте, чтобы увеличить расстояние между секциями. Это приводит к увеличению статической нагрузки на стыки сетки и снижению герметичности. Такие неточности ухудшают внешний вид сети. При наружной прокладке подводящих сетей необходимо уделять внимание эстетике системы.
Последовательный нагрев — ошибка, которая приводит к быстрому охлаждению соединенных участков и невозможности соединения. Пока второй элемент нагревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединений из-за повышенного давления и вибрации воды. Это является серьезным нарушением техники. Эксплуатация данного оборудования запрещена при любых обстоятельствах.
Видео описание
Охлаждение соединения не должно быть принудительным. Возможно появление трещин и деформаций в зоне плавления из-за колебаний температуры. Необходимо дать трубопроводу время для естественного остывания. Температуру можно проверить на ощупь. Заранее проверьте остывший участок на наличие утечек с помощью перфоратора. После завершения сварочных работ пропустите через трубу воду, постепенно увеличивая давление и проверяя швы на герметичность и проницаемость.

Заключение
Ошибки чаще всего допускают мастера, не имеющие практического опыта сварки, даже если они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом измерения длины труб, выполняют монтаж на глаз, а затем режут или измеряют без учета допусков. Если длина трубы измерена неправильно, то установить утюг для соединения элементов будет очень сложно.
Многие мастера пытаются согнуть трубу на месте, чтобы увеличить расстояние между секциями. Это приводит к увеличению статической нагрузки на стыки сетки и снижению герметичности. Такие неточности ухудшают внешний вид сети. При наружной прокладке подводящих сетей необходимо уделять внимание эстетике системы.
Последовательный нагрев — ошибка, которая приводит к быстрому охлаждению соединенных участков и невозможности соединения. Пока второй элемент нагревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединений из-за повышенного давления и вибрации воды. Это является серьезным нарушением техники. Эксплуатация данного оборудования запрещена при любых обстоятельствах.