TIG-сварка нержавеющей стали очень хорошо работает как в среде чистого аргона, так и в смеси. Подробно о газовой смеси вы можете прочитать в нашей статье — Сварочная смесь для полуавтоматической и TIG сварки.
Как варить нержавейку – 7 основных способов
Если вы хотите ознакомиться со сваркой нержавеющей стали, то подробное описание методов, техники и типа сварки, а также используемых сварочных материалов и оборудования вы найдете в этой статье.
Выбор метода сварки в большинстве случаев связан с самим изделием. Проще говоря, если деталь для авиационного двигателя, изготовленная из жаропрочного хромоникелевого сплава, должна быть сварена в заводских условиях, используются автоматические и полуавтоматические сварочные процессы.
Если сварка производится в домашних условиях, например, в емкости в ванной, то используется процесс ручной дуговой сварки.
Назовите основные процессы, используемые на производстве при сварке нержавеющей стали:
- в среде аргона неплавящимся электродом;
- полуавтоматическая в газовой смеси или в среде чистого инертного газа;
- плазменная;
- контактная;
- лазерная и электронно-лучевая;
- Ручная плавящимся электродом
- сварка давлением (холодная).
Теперь рассмотрим процессы, используемые в домашних условиях:
- ручная дуговая – наиболее часто применимая.
- Полуавтоматическая в среде аргона или порошковой проволокой – используется нечасто, как правило для ремонта техники.
Как варить нержавейку электродом (ММА)

Для сварки коррозионно-стойкой стали электродами, прежде всего, необходимо правильно выбрать электроды. Использование электродов, которые не подходят для сварки нержавеющей стали, очень часто приводит к образованию трещин в швах и коррозии.
Еще одним негативным моментом является то, что прочность сварного шва ниже, чем прочность основного металла детали.
Мы не будем рассматривать этот метод сейчас, но подробно обсудим его позже в этом разделе: сварка нержавеющей стали электродами в домашних условиях.
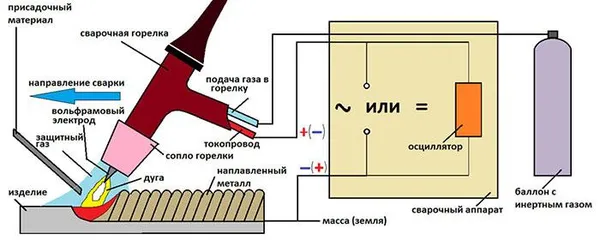
Как варить нержавейку аргоном (TIG сварка)

В отличие от сварки штучным электродом, аргоновый процесс осуществляется неплавящимся вольфрамовым электродом. Этот вид дуговой сварки очень хорошо подходит для тонкого металла, толщина которого не превышает трех миллиметров. Он не очень удобен для более толстых деталей, так как процесс идет довольно медленно.
Этот метод используется для сварки нержавеющей стали на постоянном поляризованном токе — когда плюсовая сторона подключается к изделию, а минусовая — к горелке.
Лучше всего использовать аппараты с бесконтактным поджигом дуги (с осциллятором). Однако если аппарат проще и не имеет такого устройства, лучше всего использовать графитовую подкладку для зажигания дуги и направления ее на заготовку. Если такого устройства нет, дуга зажигается контактным способом, но в этом случае на заготовке останется след от ожога контактного электрода.
Продувка газом должна выполняться в начале процесса для удаления воздуха, застрявшего в горелке и трубах, и для защиты сварного шва.
Необходимо следить за тем, чтобы присадочная проволока и неплавящийся электрод оставались в зоне защитного газа в течение всего процесса сварки. В противном случае из-за плохой защиты сварной шов будет насыщен кислородом и азотом, и дуга будет гореть нестабильно.
Как сваривать нержавейку электродом в домашних условиях

В домашних условиях сварку нержавеющей стали обычно выполняют с помощью дешевого инвертора и обычного для этих сталей электрода. В этом разделе мы остановимся на особенностях и технике сварки электродом, что очень полезно для начинающих сварщиков.
Теперь кратко рассмотрим процесс сварки.
Свариваемый элемент подготавливается к сварке, кромки шлифуются металлическим блеском, желательно обезжирить поверхность.
Кромки элемента должны быть обрезаны в соответствии с ГОСТом, если толщина элемента составляет 3 мм и более. Обрезка кромок обычно производится на шлифовальном станке.
Подключите станок. Очень важным моментом является полярность при сварке. В нашем случае мы используем обратную полярность (положительную сторону аппарата подключаем к держателю, а отрицательную — к проводу заземления).
Если у вас нет аппарата или вы хотите узнать, какие бывают типы сварочных аппаратов, перейдите по этой ссылке.
Теперь необходимо закрепить сварочную иглу, чтобы края не оторвались при сварке. Расположите сварку заклепок на расстоянии 100-160 мм друг от друга. Длина скобы обычно составляет 10-50 мм. Прихваточные швы должны быть оплавлены или пропилены во время сварки. Практика показывает, что прихваточные швы следует распиливать, если требования к сварному шву высоки (шов должен пройти неразрушающий контроль), иначе появятся поры.
Теперь можно приступать к сварке.
Делаем оговорку, если вам нужно сварить, но температура воздуха ниже минус 10 градусов, то изделие необходимо нагреть до 100 — 120 градусов газовой горелкой или индуктором.
Для того чтобы начать сварку, необходимо зажечь дугу. Это делается следующим образом: Сварочный электрод подносят к изделию на опоре и кончиком электрода несколько раз касаются поверхности.
Существует два типа движения: постукивание — удар кончиком электрода по поверхности — и зажигание — движение такое же, как при зажигании спички. В данном случае нет конкретных рекомендаций относительно того, какой из этих двух типов следует использовать. Вы сами решаете, как вам лучше поступить.
Нержавеющую сталь следует сваривать минимальным током, чтобы не перегреть металл, используя электроды малого диаметра 1,6-2,5 мм (максимум 3 мм). Если использовать электроды большего диаметра, процесс будет очень затруднен из-за перегрева.
В самом процессе нужно стараться, чтобы дуга была небольшой, длина дуги не должна быть больше диаметра электрода. Этот термин является скорее рекомендацией, но плавление обеспечивает лучшую защиту.
Нержавеющая сталь имеет высокий коэффициент литейного расширения, что означает, что при нагревании в процессе сварки материал значительно расширится. Это приведет к деформации (изгибу детали). Чтобы избежать этого явления, не следует перегревать металл и поддерживать температуру детали вблизи зоны сварки, не позволяя ей подниматься выше 150-180ºC.
Если сварка длится долго и требуется замена электродов, место прерывания дуги следует зачистить абразивом и продолжить сварку новым электродом. Если место не зашлифовать, появятся поры.
Если сварка производится в несколько проходов, то после одного прохода следует подождать, пока металл остынет примерно до 100 градусов. Это также необходимо для уменьшения межкристаллитной коррозии, риск которой возрастает при сильном перегреве металла.
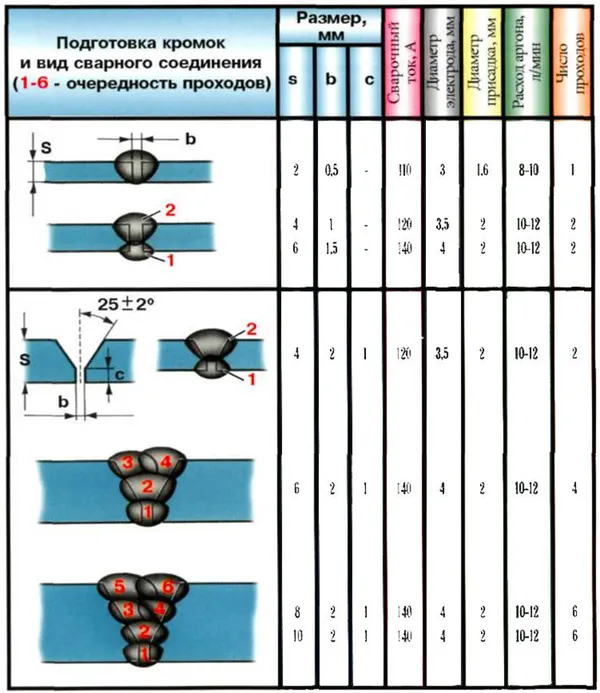
Режимы сварки

Как уже упоминалось, технология электросварки нержавеющих сталей имеет некоторые особенности, например, необходимость высокой скорости процесса и минимального значения тока. Поэтому условия процесса отличаются от условий для углеродистых сталей. В таблице ниже приведены технологические условия для коррозионно-стойких сталей.
| Способ сварки | Номер слоя (валика) | Диаметр проволоки и электродов мм | Род тока, полярность | Сварочный ток, А |
| РД | 1 (корень) | 2,5 | Постоянный, обратная полярность | 60-90 |
| 2 и т.д. | 3 | 80-110 |
Процесс сварки в среде аргонового газа Сварка неплавящимся электродом
Процесс сварки сопротивлением
Процесс плазменной сварки
Факторы сложности для сварки деталей из нержавеющей стали
Нержавеющая сталь трудно поддается сварке, поскольку это высококачественный сплав, то есть в ней содержится много элементов, влияющих на ее свойства. В частности, одним из таких элементов в нержавеющей стали является хром. Его содержание в сплаве может составлять 12-30%. Хром, наряду с такими элементами, как никель, титан, марганец и молибден, способствует коррозионной стойкости нержавеющей стали, но также придает ей другие свойства, которые влияют на ее свариваемость.
Для тех, кто не хочет читать длинные статьи и вникать в технические подробности, рекомендуем два видеоролика с самыми важными возможностями сварки для самоделкиных — инверторным электродом и снова инвертором, но уже с защитным газом (аргоном).
При сварке нержавеющей стали необходимо учитывать следующие особые свойства этого материала.
Относительно высокий коэффициент линейного расширения нержавеющей стали.
Поэтому сварка нержавеющей стали всегда сопровождается значительной деформацией соединяемых деталей. В некоторых случаях, если свариваемые детали толстые и между ними нет пространства, эти деформации могут даже привести к образованию больших трещин.
Теплопроводность нержавеющей стали в 1,5-2 раза ниже, чем у низкоуглеродистых сплавов. Специфика этого материала приводит к тому, что соединяемые детали в зоне сварки плавятся уже при меньшем токе (на 15-20%), чем при сварке изделий из низкоуглеродистых сталей.
При высоком нагреве (свыше 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Она возникает потому, что на краях зернистой структуры металла начинают образовываться промежуточные слои хрома и карбидов железа. Этого явления можно избежать не только тщательным подбором условий сварки, но и принудительным охлаждением свариваемых деталей из нержавеющей стали, которое может осуществляться обычной водой. Однако следует отметить, что водяное охлаждение подходит только для деталей из хромоникелевых сталей, имеющих аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления электроды с хромоникелевыми стержнями сильно нагреваются при сварке деталей из нержавеющей стали. Чтобы избежать этого нежелательного эффекта, используют сварочные электроды из нержавеющей стали длиной до 35 см.
Сварочные электроды Sabaros ME 101 3,2 мм для сварки нержавеющей стали
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющей стали, которые характеризуются высоким содержанием хрома, может осуществляться с использованием различных методов. К ним относятся, в частности, следующие методы сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
При сварке нержавеющей стали поверхности деталей из нержавеющей стали тщательно обезжириваются ацетоном или авиационным топливом. Это делается для того, чтобы уменьшить пористость сварного шва, сделать сварочную дугу более стабильной и тщательно удалить краску с кромок соединяемых деталей. Только после тщательного удаления краски можно приступать к выбранному процессу сварки. Существует несколько основных процедур для сварки деталей из нержавеющей стали, но есть и техники, которые используются довольно редко. В любом случае, решение о том, как сваривать нержавеющую сталь, должно зависеть от конкретных условий и требований к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка MMA компонентов из нержавеющей стали покрытыми электродами является наиболее часто используемым методом. Этот метод довольно прост и может быть использован в домашних условиях, но не обеспечивает высокого качества сварного шва.
Практически, такую сварку нержавеющей стали можно выполнить даже в домашних условиях, но для этого необходим специальный сварочный аппарат, называемый инвертором. Чтобы инверторная сварка нержавеющей стали обеспечила надежный шов, необходимо правильно подобрать электрод для конкретной марки нержавеющей стали. Все электроды, используемые для сварки изделий из нержавеющей стали, делятся на два основных типа:
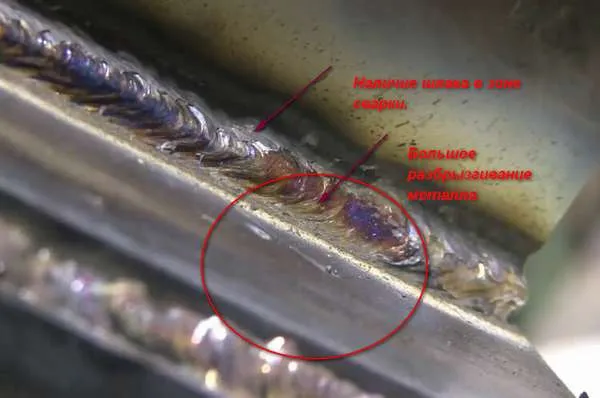
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какие электроды подходят для сварки нержавеющей стали, достаточно заглянуть в ГОСТ 10052-75, где представлены все виды этих расходных материалов, а также определено, какие из них следует использовать для работы с металлом определенного химического состава. Для того чтобы выбрать электроды для нержавеющей стали, отвечающие требованиям этого ГОСТа, достаточно знать качество металла, части которого предстоит соединить.
Со всеми требованиями к сварочным электродам для нержавеющей стали вы можете ознакомиться, скачав ГОСТ 10052-75 в формате pdf бесплатно по ссылке ниже.
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки легированных сталей высоких марок с особыми свойствами Скачать.
Сварка нержавейки электродом в домашних условиях
Новички не знают, как сварить нержавеющую сталь в домашних условиях. Специалисты советуют для выполнения работ в домашних условиях использовать инверторный аппарат, так как дуга получается более стабильной.
Читайте также: Способы резки металла: современные технологии и виды оборудования
Требования к подготовке и отделке рабочей поверхности описаны ниже. Процесс сварки такой же, как и для других металлов. Самое главное — правильно выбрать электрод. От этого зависит качество последующего соединения.
Выбор электродов

Прежде чем выбрать электрод для сварки нержавеющей стали, необходимо ознакомиться с техникой процесса. Материал стержня должен соответствовать поверхности основного материала, чтобы электрод и основной материал плавились равномерно.
Тонкости процесса
Независимо от того, как и чем сваривается нержавеющая сталь, необходимо соблюдать следующие правила, которые помогут вам получить качественный шов:
- Заблаговременно подготовьте жидкость, которой будете охлаждать поверхность по завершению работ.
- Амперные характеристики должны быть ниже на 20 %, относительно сварки прочих сортов стали.
- В процессе соединения контролируйте величину зазора, ввиду высокого линейного расширения сплава.
- Длина используемых электродов не должна превышать 350 мм, по причине высокого сопротивления нержавейки.
Если пренебречь хотя бы одним пунктом, то риск получения бракованного сварного шва очень высок.
Каким должно быть качественное оборудование и материалы?
Состав рассматриваемого сплава может варьироваться в зависимости от области применения. Массовая доля хрома составляет 13-20 %. Рабочие свойства следует выбирать на основе свойств нержавеющей стали, состав которой не всегда можно определить в производственных условиях.
Случайные работы не приводят к получению качественного сварного шва, поэтому мы рекомендуем начинать сварку только после химического анализа состава.
Как варить нержавейку в домашних условиях
Подготовка поверхности перед сваркой — залог успеха. Лучше всего предварительно удалить с поверхности заготовок грязь и мусор. Затем их следует протереть растворителем, чтобы удалить следы смазки.

Затем поверхность нержавеющей стали следует очистить с помощью… Сварочные брызги. Для этого необходимо опрыскать поверхность специальным спреем. Если вы хотите хорошо сварить нержавеющую сталь, вы должны помнить о двух вещах: Вы не должны перегревать свариваемый металл и должны быть очень внимательны при выборе подходящего электрода.
Тонкости сварки нержавеющей стали:
- Варить нержавейку лучше всего наОбратная полярность, когда к электроду подведён плюс от инвертора, а на металл идёт минус.
- Зазор между свариваемыми заготовками должен быть минимальным.
- Нельзя быстро охлаждать сварной шов.
- Для охлаждения шва следует использовать медные подкладки. Аустенитную сталь допускается охлаждать водой.

Сварка нержавеющей стали имеет свои особенности, которые лучше всего соблюдать для получения высококачественного сварного соединения.
Какие электроды стоит использовать
Сварка нержавеющей стали на обратной полярности выполняется электродами, покрытыми карбонатами магния и кальция. Распространенные марки — КЛ-11 и ОЗЛ-8. Стоимость расходных материалов невысока, но дешевые электроды слипаются, и дуга держится плохо. Работа требует опыта. Полученные сварные швы обладают антикоррозийными свойствами. После ОК-45 или МЗ-3 шлак легко удаляется.
Наилучшие результаты достигаются при использовании продукции ЭСАБ из Швеции. Они характеризуются легким зажиганием и хорошим удержанием дуги. Количество брызг горячего металла резко снижается.
Даже неопытные мастера могут получить прочный сварной шов при работе с нержавеющей сталью. При сварке холодный шлак должен отскакивать от изделия. Необходимо принять меры для защиты глаз и открытых частей тела от ожогов.
Сварка нержавеющей стали под газом аргон
Для ручной сварки используются следующие электроды. Они имеют защитный слой из карбоната кальция и карбоната магния.

Технология сварки обычным электродом
При соединении нержавеющей стали необходимо соблюдать простые правила:
- Не допускать перегрева заготовки до температуры выше 150°С;
- Вести сварку при токе малой величины, исключая лишние движения электродом. Скорость подачи проволоки довести до максимальной.
- Обеспечить отвод тепла с помощью медных пластин, подложенных под соединяемые детали.
- Для толстых листов нержавейки применять сварку многопроходную.
- Использовать специальные электроды. Простые дают шов низкого качества.
Во время работы место соединения обезжиривается. Метод обеспечивает стабильное пламя дуги. Ток начинается с 80 А. Для отвода тепла под детали подкладывают медные пластины. Чтобы дуга была безопасной, расстояние между металлом и электродом составляет 2-3 мм.
Методика с использованием инвертора
Работа требует опыта и подходит не каждому новичку.
Преимущества сварки нержавеющей стали обычным электродом:
- низкая стоимость оборудования;
- малый вес и размеры аппарата;
- способность заварить детали до 2 см толщиной;
- возможность работы без защитных газов и флюсов.
- образование большого количества шлака;
- разрушение покрытия с последующим перегревом электрода;
- ограничение величины тока;
- увеличенные временные затраты.
Работа выполняется тремя способами:
- С помощью ручных методов. Стык между деталями заполняется расплавленным материалом электрода. Для работы используется только инвертор.
- Соединение заготовок вольфрамовым электродом, применяемым для тонких листов. Шов получается в результате плавления заготовки и присадочной проволоки. Место сварки защищается слоем газа.
- Работа на полуавтомате с подачей проволоки. Скорость увеличивается вместе с производительностью. В аргон рекомендуется добавлять углекислоту (до 2%).
Перед тем как сварить нержавеющую сталь инвертором в домашних условиях, необходимо правильно подготовить аппарат и материалы.
Перед тем как сварить нержавеющую сталь на ломе, необходимо заранее подготовить оборудование и подготовить аппарат.Рекомендуемая литература Как сварить нержавеющую сталь на ломе.

Необходимые расходники
Если вы используете инвертор, необходимо подготовить все необходимое для работы:
- агрегат соответствующего типа;
- растворитель;
- щетка со стальной щетиной;
- защитные индивидуальные средства;
- электроды;
- крокодилы — зажимы для заземления;
- кабели длиной от 2 до 6 м.
Соединить листы толщиной 3 или 4 мм и получить качественный шов становится сложной задачей, которую можно решить с помощью осциллирующего инвертора и с возможностью аргонодуговой сварки (АДС).
Одним из таких аппаратов может стать популярный Aurora PRO INTER TIG 200 PULSE. С помощью АДС можно получить красивые и прочные сварные швы на тонких листах или трубах.
Настройка инвертора
Перед началом сварки необходимо правильно настроить аппарат. Это делается с помощью переключателей на панели управления аппарата. Необходимые значения можно найти на панели управления:
| Толщина заготовки | Величина тока (А) | Напряжение (В) | Диаметр электрода |
| 1,5 | 40 — 60 | 13 | 2 |
| 3,0 | 75 — 85 | 15 | 3 |
| 4,0 | 90 — 100 | 16 | 3 |
| 6,0 | 140 — 150 | 18 | 4 |
| 8,0 | 150 — 180 | 20 | 4 |
| 12,0 | 180 — 220 | 22 | 5 |
| 15,0 | 220 — 260 | 26 | 6 |
При полуавтоматической сварке или аргонодуговой сварке в защитной среде устанавливается расход защитного газа. Это делается методом проб и ошибок. Оптимальные значения составляют 6-12 л/мин. Движение проволоки в автоматической подаче устанавливается на максимальную скорость, обеспечивающую хорошее качество сварки.
Процесс пошагово
Перед началом работы мастер должен выполнить следующие действия:
- с заготовки рядом с будущим швом счистить грязь стальной щеткой или наждачной шкуркой до натурального блеска;
- место сварки обработать растворителем или ацетоном для удаления следов жира;
- с заготовок, имеющих толщину от 4 мм, снять фаски для заполнения стыка расплавленным металлом;
- остальную часть металла обработать раствором мела в воде, чтобы горячие капли не прилипали;
- между деталями оставить компенсационный промежуток в 1-2 мм;
- тонкие листы соединять без зазора;
- под заготовки подкладывать пластины, отводящие тепло;
- толстые детали сначала нагревать до достижения 150-170°С.







