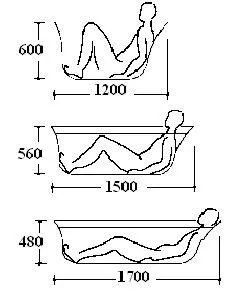
Сварка труб на самом деле довольно проста, но требует значительных финансовых вложений, поскольку соединение представляет собой одноразовое изделие с достаточно дорогим наполнителем в виде горячих пластин.
Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
Трубы из полиэтилена (ПЭ) предназначены для монтажа водо- и газопроводов, вентиляционных каналов. Материал не подвержен коррозии, не дает осадка, морозоустойчив (д о-70 0 С) и экологически безвреден. Термостойкость находится в пределах +40+50 0 С, сшитый полиэтилен сохраняет свои свойства до +95 0 С.
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные свойства по всему контуру, включая концевые участки.
Основные методы сварки
Полиэтилен относится к материалам с расширенным диапазоном вязкостных состояний и характеризуется неограниченной свариваемостью. На практике используются два метода формовки:
- Стыковая сварка ПЭ ГОСТ : технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.
- Электромуфтовый метод : для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.
Для каждого процесса были разработаны условия для создания прочных и герметичных соединений для конкретного применения.
Стыковой способ
Условия процесса контролируются значениями давления и временем нагрева и охлаждения соединяемых деталей. Корреляции показаны в таблице.
ПЭ низкой плотности
ПЭ высокой плотности
Температура нагрева, 0°C
Давление в месте соединения в условиях нагретого конца, МПа
Рекомендуемое время нагрева (с) применимо к следующим толщинам стенок (мм)
Давление схватывания, МПа
Минимальное время охлаждения (мин) для торцевой зоны наконечника рекомендуется для следующих толщин стенок (мм)
Данные по охлаждению и нагреву приведены для температуры окружающей среды +20 0C.
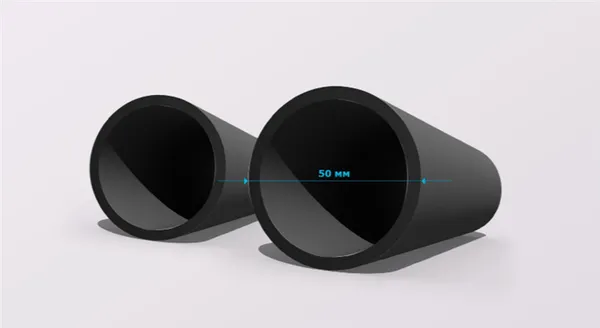
Метод сварки по ГОСТ подходит для соединения отрезков труб диаметром от 50 мм. Этот вариант не рекомендуется для изделий с меньшим сечением, так как образуется внутренний заусенец, который уменьшает проходной канал.
Диффузионный способ пайки ПЭ труб
Полиэтилен сегодня еще не имеет такого престижа, как металл или металл/пластик, но прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют получать полиэтиленовые трубы высокого качества и надежности. Наиболее интересным методом сварки является диффузионная сварка, которая не требует специального оборудования. Выполнить сварку этим методом может даже новичок.
Полиэтилен высокого и низкого давления (ПВД и ПНД) — один из самых популярных термопластичных полимеров, который пользуется большим спросом при организации различных систем водоснабжения, канализации и т.д. Особое свойство полимерного материала заключается в том, что при нагревании он становится мягче, так как теряет связь между молекулярными цепочками.
При затвердевании он вновь обретает прежнюю прочность, как будто трансформации не происходило вовсе. Это свойство делает полиэтилен идеальным материалом для сварки. Когда два продукта размягчаются, их можно соединить, в результате чего после отверждения образуется максимально прочное соединение. Между двумя частями образуется очень прочный сварной шов.

Сварка полиэтиленовых труб производится при относительно низкой температуре — 270 градусов Цельсия, что делает выбор оборудования и его последующее использование очень простым. Время работы крайне мало (несколько секунд на шаг) и регулируется только за счет изменения толщины трубы.
Оборудование для диффузионной сварки
Как уже упоминалось выше, данный тип робота достаточно прост и не требует специальных инструментов.
Необходимы следующие инструменты:
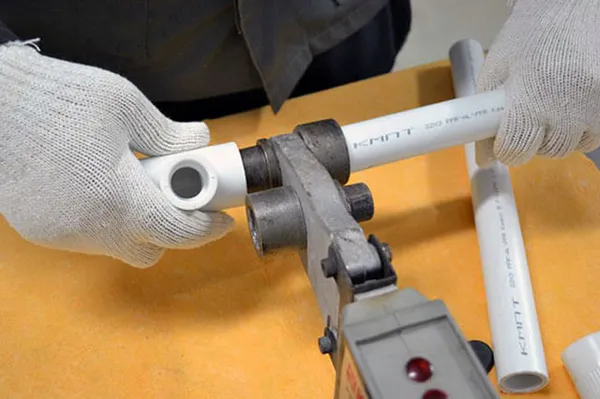
- Труборез . Специальная конструкция по типу гильотины, предназначенная для разреза трубы под прямым углом в нужном месте.
- Калибровщик . Вставляемая в трубу форма, позволяющая восстановить исходный диаметр после того как была выполнена резка.
- Фаскосниматель . Фактически это нож, при помощи которого снимают фаски на торцевых частях труб, чтобы те имели определенную форму. Выбирая фаскосниматель, нужно обращать внимание на качество инструмента, производителя.
- Сварочный аппарат . Устройство аналогичное паяльнику, создающее высокую температуру для плавления полимерного материала.
- Насадки разных калибров . Когда применяется диффузионная технология сварки полиэтиленовых труб без насадок, совпадающих по диаметру с сечением трубы, просто не обойтись. С их помощью нужная температура создается на тех участках труб, которые впоследствии должны быть состыкованы.

Измерительные инструменты и различные тряпки для очистки обрабатываемых поверхностей. Для установки насадок на рейку сварочного аппарата следует использовать гидравлический ключ соответствующего размера, а контакты штекера можно отрегулировать с помощью отвертки. Стоимость этих инструментов довольно низкая, и большинство из них часто можно найти дома в качестве подручных средств.
Правила проведения сварочных работ на ПЭ трубах
Совет: С помощью наших строительных онлайн-калькуляторов вы можете быстро и точно выполнить расчеты для строительных материалов или конструкций.
При сварке полиэтиленовых труб встык существует три основных метода:
- в торец;
- в раструб;
- через муфту.
Каждый метод имеет свои технологические особенности, но процесс сварки в каждом случае должен выполняться в соответствии с определенными требованиями:
- Для начала нужно правильно закупить полиэтиленовые трубы. Все они должны принадлежать одной партии и производителю. Разница между качественным и бракованным изделием может быть незаметна, потому в любом случае нужно отдавать предпочтение заводскому производству. Даже миллиметровое расхождение в диаметре двух стыкуемых труб может привести к дефектам последующей эксплуатации системы.
- Также использование изделий, произведенных в идентичных условиях, обуславливает полное соответствие труб по химическому составу и толщине. Данные показатели влияют на время выполнения сварочных работ, а точнее – на этап разогрева. Несоответствие двух труб друг другу может привести к тому, что одна из них расплавится сильнее, а вторая, наоборот, не достигнет нужных кондиций. В этом случае стыковочный шов будет недостаточно прочным.
- То, насколько материал будет чистым, также очень важно. Любая технология сварки ПЭ труб предполагает работу с идеально чистой поверхностью. Мельчайший песок, пыль, грязь и прочие твердые частицы могут привести к образованию недостаточно герметичного шва.
- Также важно учитывать погодные условия при работе на открытом воздухе, ведь повышенная влажность во время выпадения осадков, перегрев элементов под открытыми лучами солнца и переохлаждение на морозе могут привести к ухудшению прочностных характеристик шва.
- Наконец, очень важным этапом работ является остывание созданного шва. Вплоть до полного остывания разогретого полимера нужно зафиксировать изделия относительно друг друга.
Технология сварки
Метод 1: соединение встык
Полиэтилен можно сваривать различными способами при изготовлении соединений труб. Наиболее распространенным является так называемый метод сварки кромок, при котором концы двух частей соединяются напрямую.

Приспособление для соединения деталей
Подготовительная работа включает в себя:
- Для соединения выбираются изделия диаметром 50 мм и более с толщиной стенки не менее 5 мм. Пренебрегать таким ограничением не стоит: при стыковке тонкостенных труб велика вероятность деформации материала, что приведёт к снижению прочности соединения;
Таким способом соединяются только детали длиной 50 мм и более.
Еще одним недостатком является внутренняя накладка, которая закрывает и без того небольшой зазор в трубе, значительно уменьшая ее проницаемость.
- Стыковым способом соединяются только трубы из полиэтилена одной марки. Состав материала трубной стенки в месте сварного шва должен быть максимально однородным, потому я по возможности используют только трубы из одной партии;
- Также не лишним будет проверить торцы соединяемых элементов на эллипсность. Если при большом диаметре и значительной толщине стенок небольшие погрешности можно компенсировать, то работая с тонкими трубами нужно соблюдать предельную скрупулезность.
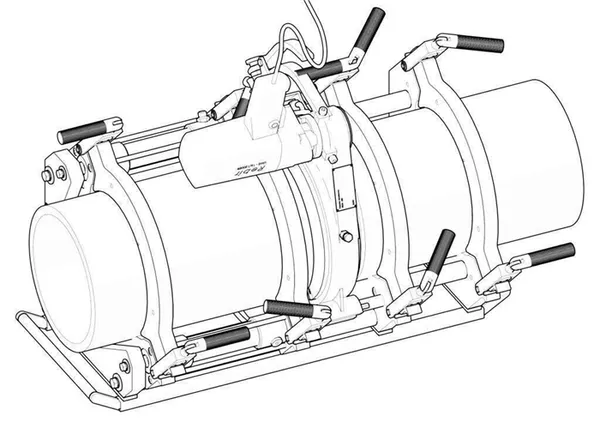
Принцип дуговой сварки
Для соединения деталей с помощью дуговой сварки используются специальные машины. Основным элементом такого аппарата является центральная нагревательная плита, которая позволяет расплавлять полиэтиленовые изделия.
Работа осуществляется по следующему алгоритму:
- Трубы обрезаются по размеру с таким расчетом, чтобы на конце каждой был запас материала, необходимый для формирования сварочного шва. Как правило, информацию об укорачивании детали содержит инструкция к прибору, но в среднем для наиболее ходовых диаметров запаса в 12 -15 мм бывает достаточно;
- После этого выполняется торцовка труб: так мы обеспечиваем идеально ровную поверхность края детали для наилучшего контакта с нагревательным элементом;

- Далее трубы устанавливаются в сварочный аппарат и центруются. Очень важно соблюдать строгую соосность, поскольку от этого напрямую зависит качество сварки;
- Затем в промежуток между деталями устанавливается нагревательный элемент, к которому прижимаются трубы. Прижим должен осуществляться с контролируемым усилием;

Контролируем качество сварного шва
При монтаже сварных соединений одним из описанных выше способов очень важно правильно оценить качество сварного шва. От этого зависит, можно ли использовать отрезок трубы или придется все переделывать.

Деталь с двумя правильными сварными швами
Критерии оценки не очень многочисленны и относительно легко запоминаются:
- Самый главный признак качества — наличие равномерного валика из полиэтилена по всей окружности трубы. Если валик будет искривленным, или же вместо валика будет впадина, пользоваться соединением нельзя;
- Следующий важный фактор – соосность. Небольшое смещение стыкуемых деталей допускается, но оно не должно превышать 10% от толщины трубной стенки;

Фотография дефектной детали при неправильном смещении.
- Высота валика из расплавленного полиэтилена также лимитируется. Для труб со стенками 5 – 10 мм эта величина составляет 2,5 – 3 мм, для труб со стенками до 20 мм – 5 мм и менее.
Если вы прокладываете трубопровод низкого или безнапорного давления, небольшим отклонением, конечно, можно пренебречь, но делать этого все равно не стоит. Гораздо проще сделать новое сварное соединение, чем потом ремонтировать существующую трубу.
Стыковая сварка
Для сварки пайкой требуется квалифицированный механик или гидравлический сварщик, который сделает максимально герметичное соединение труб. Наиболее популярными являются аппараты с программным управлением и автоматическим контролем всех сварочных операций.
Работа с полиэтиленовыми трубами по технологии стыковой сварки:

- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки труб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длины после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.
Знание технологических тонкостей всех видов сварки ПЭ труб, естественно, обеспечивает качественный результат при создании трубопроводных конструкций и сетей. Однако необходимо учитывать и такие факторы, как знание и соблюдение правил техники безопасности при работе с оборудованием для сварки ПЭ, умение выбрать подходящие материалы и подготовить соответствующее оборудование к процессу сварки и, наконец, тщательный контроль качества на соответствие заданным техническим требованиям.
Оборудование
и качество монтажа трубопроводов во многом зависят от используемого оборудования и сварочных систем. Гидравлическое и механическое оборудование — идеальный вариант. Они обеспечивают максимальное качество монтажа. Такие сварочные аппараты максимально автоматизированы, поэтому физическое вмешательство не требуется.
Кроме того, для определенных видов сварочных работ используются дополнительные инструменты, например.
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
В целом, качество производимых трубопроводных конструкций зависит не только от использования того или иного оборудования, но и в значительной степени от высокого уровня мастерства, внимательности и ответственности работающих на них сварщиков.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, используемых в работе. Все трубы и фитинги должны быть соединены после очистки. Кромки свариваемых изделий должны быть обрезаны и зачищены в соответствии с техническими требованиями.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский стандарт ГОСТ Р 55276 (основанный на европейском стандарте ISO 21307) допускает выбор между тремя методами дуговой сварки: одинарной сваркой под низким давлением, двойной сваркой под низким давлением и одинарной сваркой под высоким давлением. Однако сегодня (2020 г.) наиболее часто используемым на практике вариантом остается одинарный процесс низкого давления (близкий к традиционно используемому немецкому стандарту DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык
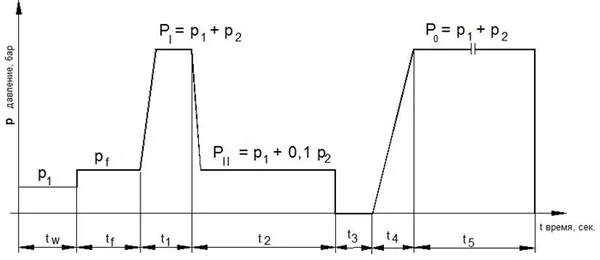
Время t, сек: tw — подготовка (закрепление деталей, установка давления привода и т.д.); tf — торцевание; t1 — выравнивание (длится до образования валика высотой, соответствующей значению в таблице); t2 — предварительный нагрев; t3 — технологическая пауза (для вывода нагретого инструмента из выравнивания); t4 — повышение давления; t5 — охлаждение под давлением RO.
Давление p, бар: p1 — перемещение; pf — торцевание; PI — центровка; PII — предварительный нагрев; p2 — значение таблицы давления для сварной трубы*; Ro = PI — давление охлаждения.
* Таблицы давлений для гидравлической системы сварочной машины предоставляются производителем машины. Они различны для каждой модели машины, так как разные машины создают разное давление при одинаковом значении избыточного давления.
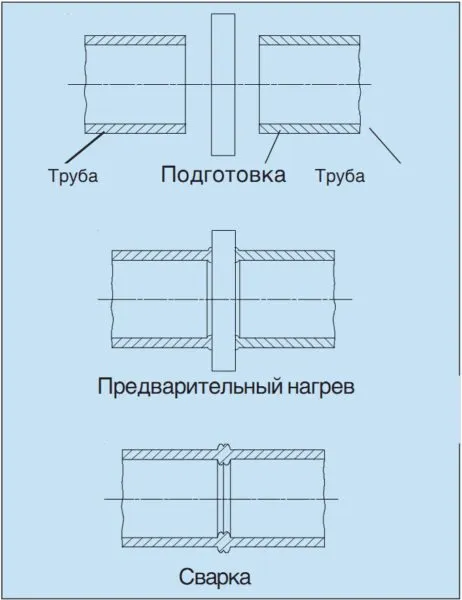
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Очистите припаиваемые к концентратору элементы внутри и снаружи — протрите их чистой безворсовой тканью, прежде чем вставить в концентратор. Удалите грязь из зоны сварки. Также очистите переднюю часть и поверхности нагревателя. Для обезжиривания поверхности нагревателя используйте подходящее обезжиривающее средство, например, смоченную спиртом ткань. Если трубы должны быть установлены в защитном кожухе, сначала снимите внешний слой, чтобы трубу можно было правильно закрепить на выравнивающем устройстве (если иное не указано производителем трубы).
Фиксация свариваемых элементов
Исправьте любые деформации краев после крепления трубы к выравнивающему зажиму. Используйте роликовые опоры или подставки для правильного центрирования труб. Это также уменьшит трение труб о пол и снизит давление при движении.

Торцевание труб
Облицовка свариваемых элементов (срезание стружки с концов труб специальным инструментом) выполняется для создания параллельных поверхностей при сварке. Этот процесс должен выполняться до тех пор, пока не образуется непрерывный кусок с шириной, соответствующей толщине стенок свариваемых элементов.
Давление зажима не должно быть намного больше, чем давление перемещения — необходимо создать усилие, достаточное только для того, чтобы врезать ребра в трубы. Дальнейшее увеличение давления не ускорит процесс, но приведет к быстрому износу оборудования. Выполняйте футеровку труб только непосредственно перед сваркой и не трогайте трубы руками после нее.